- Catalogs
- Waukesha Cherry-Burrell
- SPX Flow Technology Segment Overview
SPX Flow Technology Segment Overview

1 / 40 PagesView full catalog
SPX Flow Technology Segment Overview
Product catalog summary
Overview of SPX Flow Technology
SPX Corporation, a Fortune 500 company, is a leader in multi-industry manufacturing, focusing on engineered solutions for global infrastructure, particularly in energy and power sectors. Key products include cooling systems, custom flow process equipment, diagnostic tools, and power transformers.
SPX Corporation, a Fortune 500 company, is a leader in multi-industry manufacturing, focusing on engineered solutions for global infrastructure, particularly in energy and power sectors. Key products include cooling systems, custom flow process equipment, diagnostic tools, and power transformers.
SPX Flow Technology Segment
This segment provides solutions for fluid processing, blending, metering, and transportation, serving industries like food & beverage, power, and energy.
This segment provides solutions for fluid processing, blending, metering, and transportation, serving industries like food & beverage, power, and energy.
Brands and Technologies
Anhydro: Specializes in energy-efficient evaporation and drying processes for dairy, food, chemical, and pharmaceutical industries.
APV: Offers heat exchangers, homogenizers, pumps, and valves for hygienic and industrial applications, ensuring compliance with international standards.
Thermal Processing Systems: Provides systems like Infusion and Spiratherm for gentle heating and high bacteria spore kill rates.
Membrane Filtration Systems: Includes microfiltration, ultrafiltration, nanofiltration, and reverse osmosis systems designed for high performance.
Anhydro: Specializes in energy-efficient evaporation and drying processes for dairy, food, chemical, and pharmaceutical industries.
APV: Offers heat exchangers, homogenizers, pumps, and valves for hygienic and industrial applications, ensuring compliance with international standards.
Thermal Processing Systems: Provides systems like Infusion and Spiratherm for gentle heating and high bacteria spore kill rates.
Membrane Filtration Systems: Includes microfiltration, ultrafiltration, nanofiltration, and reverse osmosis systems designed for high performance.
Key Systems and Applications
Dairy and Food Processing: Utilizes evaporation and spray-dry systems for high yield and long membrane life.
Cheese Systems: Modular systems for cheese production with features like fast filling and gentle cutting.
Butter, Oil & Fats Systems: Continuous butter making machines with advanced dosing systems.
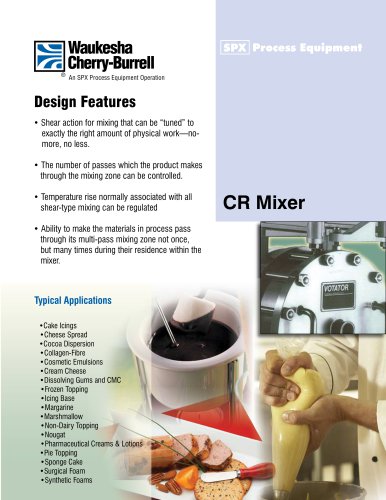
Mixing and Blending: High shear mixers for efficient air removal and continuous production.
Pumps & Analyzers: High-performance metering pumps and analyzers for various applications.
Oil & Gas Systems: Injection packages and flow control systems for harsh environments.
Control Valves: Valves for general and severe duty applications, including nuclear control valves.
Dairy and Food Processing: Utilizes evaporation and spray-dry systems for high yield and long membrane life.
Cheese Systems: Modular systems for cheese production with features like fast filling and gentle cutting.
Butter, Oil & Fats Systems: Continuous butter making machines with advanced dosing systems.
Mixing and Blending: High shear mixers for efficient air removal and continuous production.
Pumps & Analyzers: High-performance metering pumps and analyzers for various applications.
Oil & Gas Systems: Injection packages and flow control systems for harsh environments.
Control Valves: Valves for general and severe duty applications, including nuclear control valves.
Manufacturing Standards and Certifications
Includes ISO-9001, ASME SECTION III "N" & "NPT" Stamps, and other certifications crucial for compliance in industries like Oil & Gas and Power Generation.
Includes ISO-9001, ASME SECTION III "N" & "NPT" Stamps, and other certifications crucial for compliance in industries like Oil & Gas and Power Generation.
Air and Gas Treatment Solutions
Compressed Air Treatment: Offers air treatment solutions like refrigerated dryers and desiccant dryers.
Gas Treatment: Features compressed natural gas dryers and nitrogen generators.
Atmospheric Air Treatment: Custom-engineered systems for humidity control.
Refrigerated and Desiccant Drying Technologies: Various series designed for energy savings and real-time demand matching.
Compressed Air Treatment: Offers air treatment solutions like refrigerated dryers and desiccant dryers.
Gas Treatment: Features compressed natural gas dryers and nitrogen generators.
Atmospheric Air Treatment: Custom-engineered systems for humidity control.
Refrigerated and Desiccant Drying Technologies: Various series designed for energy savings and real-time demand matching.
Filtration Technologies
Includes process pipeline filters, air intake filtration systems, and oil mist eliminators, ensuring compliance with relevant codes.
Includes process pipeline filters, air intake filtration systems, and oil mist eliminators, ensuring compliance with relevant codes.
Additional Technologies
Membrane technologies, condensate management, and breathing air purification systems, emphasizing energy efficiency and safety.
Membrane technologies, condensate management, and breathing air purification systems, emphasizing energy efficiency and safety.
Contamination and Air Drying Solutions
Recommends using dryers to achieve dew point temperatures below the lowest temperature exposed to air lines to prevent liquid water issues.
Recommends using dryers to achieve dew point temperatures below the lowest temperature exposed to air lines to prevent liquid water issues.
Johnson Pump Products
Offers rotary lobe pumps, internal gear pumps, and centrifugal pumps for high efficiency and minimal pulsation.
Offers rotary lobe pumps, internal gear pumps, and centrifugal pumps for high efficiency and minimal pulsation.
Lightnin Mixers
Provides mixers for laboratory and industrial applications, designed for efficient blending.
Provides mixers for laboratory and industrial applications, designed for efficient blending.
Innovation Centers and After-Sales Services
SPX Flow Technology's Innovation Centers focus on research and development, offering laboratory analysis and technical support. Comprehensive after-sales services include repair, equipment upgrades, and maintenance.
SPX Flow Technology's Innovation Centers focus on research and development, offering laboratory analysis and technical support. Comprehensive after-sales services include repair, equipment upgrades, and maintenance.
Conclusion
SPX Flow Technology offers innovative, efficient, and customizable solutions for various industrial applications, emphasizing ease of use, maintenance, and high performance.
SPX Flow Technology offers innovative, efficient, and customizable solutions for various industrial applications, emphasizing ease of use, maintenance, and high performance.
See more
All Waukesha Cherry-Burrell catalogs and technical brochures
 Universal TS Series
Universal TS Series8 Pages
 Manual Valves
Manual Valves12 Pages
 C-Series
C-Series8 Pages
 Universal® 2 Series
Universal® 2 Series12 Pages
 Butterfly Valves 200 Series
Butterfly Valves 200 Series4 Pages
 Universal® 1 Series
Universal® 1 Series12 Pages
 Universal 2 Pump Seal
Universal 2 Pump Seal1 Page
 Universal 3 Pump Seal
Universal 3 Pump Seal1 Page
 WCB Control Tops
WCB Control Tops2 Pages
 Scraped Surface Heat Exchangers
Scraped Surface Heat Exchangers12 Pages
 Filters And Strainers
Filters And Strainers4 Pages
 Universal 3 Series
Universal 3 Series12 Pages
 Votator® I
Votator® I12 Pages
 CR Mixer_2016
CR Mixer_20162 Pages
 DTL Blender
DTL Blender26 Pages
 Colloid Mill
Colloid Mill2 Pages
 Shear Pump
Shear Pump2 Pages
 WFI Centrifugal Pump
WFI Centrifugal Pump2 Pages
 Universal 420/520 High Capacity
Universal 420/520 High Capacity12 Pages
 Postive Displacement Pumps
Postive Displacement Pumps12 Pages
 Shear Pumps
Shear Pumps2 Pages
 Colloid Mills
Colloid Mills2 Pages
 Rising Stem Valve Sensor
Rising Stem Valve Sensor1 Page
 Manual Ball Valve Key
Manual Ball Valve Key4 Pages
 Over-Pressure Valves
Over-Pressure Valves12 Pages
 W75 Series PMO Mix Proof Valves
W75 Series PMO Mix Proof Valves12 Pages
 W68 Series Control Valves
W68 Series Control Valves16 Pages
 FH-1723 - Universal II Series
FH-1723 - Universal II Series12 Pages
 FH-1702 - 200 Centrifugal Pump
FH-1702 - 200 Centrifugal Pump12 Pages
 BPE Fittings
BPE Fittings32 Pages
 We Know Bacon - Flyer
We Know Bacon - Flyer1 Page
 Self-Priming Pump Flyer
Self-Priming Pump Flyer2 Pages
 Close Coupled Pump Drive
Close Coupled Pump Drive1 Page
 Sanitary Fittings & Clamps
Sanitary Fittings & Clamps68 Pages
 Filters/Strainers
Filters/Strainers4 Pages














Archived catalogs
 CR Mixer_2007
CR Mixer_20072 Pages
 W45 Check Valves
W45 Check Valves2 Pages
 W72 RS Mix Proof Valves
W72 RS Mix Proof Valves4 Pages
 Mix Proof Valve Key
Mix Proof Valve Key8 Pages
 Single Seat Valve Key
Single Seat Valve Key8 Pages
 Manual Valves (WCB-1858)
Manual Valves (WCB-1858)12 Pages
 Pumps “C” Series
Pumps “C” Series4 Pages
 Universal Lobe Product Line
Universal Lobe Product Line12 Pages
 Pump Remanufacturing Program
Pump Remanufacturing Program8 Pages
 420/520 UHC (EHP)
420/520 UHC (EHP)12 Pages


Related Searches
- Liebherr industrial pump
- Liebherr electric pump
- Liebherr stationary pump
- Liebherr water pump
- Liebherr manual valve
- Liebherr self-priming pump
- Liebherr chemical pump
- Liebherr stainless steel valve
- Liebherr water valve
- Liebherr ball valve
- Liebherr stainless steel pump
- Lubricant pump
- Liebherr pneumatic valve
- Liebherr dynamic mixer
- Liebherr oil pump
- Liebherr suction pump
*Prices are pre-tax. They exclude delivery charges and customs duties and do not include additional charges for installation or activation options. Prices are indicative only and may vary by country, with changes to the cost of raw materials and exchange rates.