- Catalogs
- Waukesha Cherry-Burrell
- Self-Priming Pump Flyer
Self-Priming Pump Flyer

1 / 2 PagesView full catalog
Self-Priming Pump Flyer
Product catalog summary
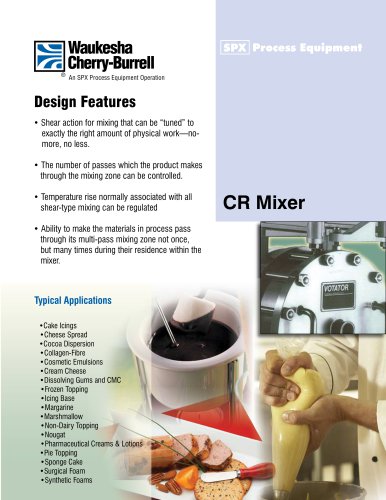
Overview: The 200LR Series Liquid Ring Pump is designed to handle products with entrained air and maintain its prime, making it ideal for completely emptying tanks and lines during processes or CIP (Clean-In-Place). It can operate in both directions, allowing for both filling and emptying of tanks.
Key Features:
- Compact design with both suction and discharge ports on the front cover, reducing overhead space requirements.
- Utilizes the same seals as the 200 Series Centrifugal Pumps, ensuring compatibility and ease of maintenance.
- Reduced noise levels and a standard stainless steel motor adapter.
- Eliminates the need to check Total Indicated Run-out (TIR) due to the JM Motor and absence of a stub shaft.
Construction and Options:
- All product contact surfaces are made of 316L stainless steel with a 32Ra finish.
- Available with single or double mechanical seals, similar to the 200 Series Centrifugal Pumps.
- Optional finishes include 25 or 20 Ra and/or electropolished surfaces.
- Optional 1” casing drain with 1” S-clamp connection.
- Standard fluorocarbon elastomers, with EPDM and silicone as optional materials, all FDA compliant per 21CFR177.2600.
Applications: The pump is suitable for CIP return, liquid eggs, glycerin transfer, yeast, cheese whey, serum whey, and products with viscosities up to 520 CPS.
Technical Specifications:
- Models include 2065LR and 2085LR with inlet and outlet sizes of 2.0 inches (51 mm) and 2.5 inches (64 mm) respectively.
- Motor horsepower ranges from 7.5/10 HP for the 2065LR to 15/20 HP for the 2085LR.
- Dimensions and weights vary by model, with the 2065LR weighing 165 lbs (75 kg) and the 2085LR weighing between 300 lbs (136 kg) and 355 lbs (161 kg).
Additional Information: For more details on worldwide locations, approvals, certifications, and local representatives, visit the SPX Process Equipment website. The company reserves the right to make design and material changes without notice.
See more
All Waukesha Cherry-Burrell catalogs and technical brochures
 Universal TS Series
Universal TS Series8 Pages
 Manual Valves
Manual Valves12 Pages
 C-Series
C-Series8 Pages
 Universal® 2 Series
Universal® 2 Series12 Pages
 Butterfly Valves 200 Series
Butterfly Valves 200 Series4 Pages
 Universal® 1 Series
Universal® 1 Series12 Pages
 Universal 2 Pump Seal
Universal 2 Pump Seal1 Page
 Universal 3 Pump Seal
Universal 3 Pump Seal1 Page
 WCB Control Tops
WCB Control Tops2 Pages
 Scraped Surface Heat Exchangers
Scraped Surface Heat Exchangers12 Pages
 Filters And Strainers
Filters And Strainers4 Pages
 Universal 3 Series
Universal 3 Series12 Pages
 Votator® I
Votator® I12 Pages
 CR Mixer_2016
CR Mixer_20162 Pages
 DTL Blender
DTL Blender26 Pages
 Colloid Mill
Colloid Mill2 Pages
 Shear Pump
Shear Pump2 Pages
 WFI Centrifugal Pump
WFI Centrifugal Pump2 Pages
 Universal 420/520 High Capacity
Universal 420/520 High Capacity12 Pages
 Postive Displacement Pumps
Postive Displacement Pumps12 Pages
 Shear Pumps
Shear Pumps2 Pages
 Colloid Mills
Colloid Mills2 Pages
 Rising Stem Valve Sensor
Rising Stem Valve Sensor1 Page
 Manual Ball Valve Key
Manual Ball Valve Key4 Pages
 Over-Pressure Valves
Over-Pressure Valves12 Pages
 W75 Series PMO Mix Proof Valves
W75 Series PMO Mix Proof Valves12 Pages
 W68 Series Control Valves
W68 Series Control Valves16 Pages
 FH-1723 - Universal II Series
FH-1723 - Universal II Series12 Pages
 FH-1702 - 200 Centrifugal Pump
FH-1702 - 200 Centrifugal Pump12 Pages
 BPE Fittings
BPE Fittings32 Pages
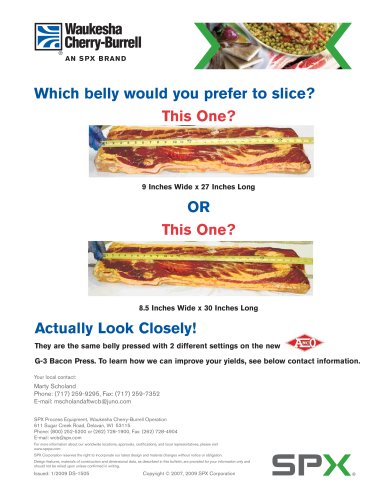
 We Know Bacon - Flyer
We Know Bacon - Flyer1 Page
 Close Coupled Pump Drive
Close Coupled Pump Drive1 Page
 Sanitary Fittings & Clamps
Sanitary Fittings & Clamps68 Pages
 Filters/Strainers
Filters/Strainers4 Pages















Archived catalogs
 CR Mixer_2007
CR Mixer_20072 Pages
 W45 Check Valves
W45 Check Valves2 Pages
 W72 RS Mix Proof Valves
W72 RS Mix Proof Valves4 Pages
 Mix Proof Valve Key
Mix Proof Valve Key8 Pages
 Single Seat Valve Key
Single Seat Valve Key8 Pages
 Manual Valves (WCB-1858)
Manual Valves (WCB-1858)12 Pages
 Pumps “C” Series
Pumps “C” Series4 Pages
 Universal Lobe Product Line
Universal Lobe Product Line12 Pages
 Pump Remanufacturing Program
Pump Remanufacturing Program8 Pages
 420/520 UHC (EHP)
420/520 UHC (EHP)12 Pages


Related Searches
- Liebherr industrial pump
- Liebherr valve
- Liebherr electric pump
- Liebherr stationary pump
- Liebherr water pump
- Liebherr manual valve
- Liebherr self-priming pump
- Liebherr chemical pump
- Liebherr control valve
- Liebherr stainless steel valve
- Liebherr water valve
- Liebherr ball valve
- Liebherr stainless steel pump
- Lubricant pump
- Liebherr pneumatic valve
- Liebherr dynamic mixer
- Liebherr oil pump
- Liebherr suction pump
*Prices are pre-tax. They exclude delivery charges and customs duties and do not include additional charges for installation or activation options. Prices are indicative only and may vary by country, with changes to the cost of raw materials and exchange rates.