- Products
- Catalogs
- News & Trends
- Exhibitions
Tetra Albrix Continuous sugar-dissolving unit
1 /3Pages

Tetra Albrix Continuous sugar-dissolving unit
1 /3Pages
Catalog excerpts

Tetra Albrix Continuous sugar-dissolving unit Future-proof efficiency Welcome to future-proof efficiency in sugar dissolving with the newest generation of our Tetra Albrix. The new design maximizes output and delivers huge savings – cutting heating energy costs by 42%, cooling energy costs by 55%, and CO2 emissions by 62%. Raw material costs are also greatly reduced thanks to higher accuracy. • Higher operational efficiency – cuts heating energy • Perfect fit in our complete customized line solutions Tetra Albrix is a dissolving unit for continous dissolving and pasteurisation of granulated sugar with a concentration of up to 67 °Brix. • New cross-flow filter for more efficient dissolving, lower costs by 42%, cooling energy costs by 55%, CO2 emissions by 62%, and raw material costs thanks to greater accuracy • Uncompromising food safety and quality • Future-proof flexibility with unique modular design energy consumption, and lower raw material costs • Advanced °Brix set-point control for exact dosing and huge cuts in energy and raw material costs • Continuous automatic control minimizes manual handling and cuts operator costs
Open the catalog to page 1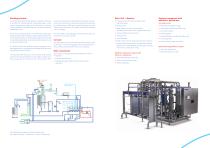
Working principle Incoming treated water is preheated in a separate water heater and fed into a dissolving tank. Granulated sugar is continously conveyed from hopper to dissolving tank. In order to maintain agitation in the dissolving tank, a pump circulates the sugar/water slurry. The slurry is pumped through a cross-flow filter, which separates dissolved sugar from sugar crystals. Sugar crystals return to the dissolving tank, while dissolved sugar passes through to an optional pasteurizer, optional decolourizing system, and to a final destination tank. An optional pasteurizer reduces energy...
Open the catalog to page 2
Additional equipment required with dissolver + pasteurizer + control of decolorizer Mass flow meter • Mass flow meters instead of magnetic flow meters on incoming water • When using reverse osmosis water or sweet water is recovered, this option is mandatory • Two bag filters, 25 micron • Shut off valves Pressure supervision on filters • Pressure transmitter with alarm Tower water cooling Ethernet communication • Extra section in the PHE + valves (included in the third model – dissolver + pasteurizer + control of decolorizer) • With supervisory automation system Control room solution Other optional...
Open the catalog to page 3All Tetra Pak catalogs and technical brochures
 Brining system S
Brining system S2 Pages
 Mould Handling system
Mould Handling system2 Pages
 Ice Cream Filler A3
Ice Cream Filler A36 Pages
 Ice Cream Mix unit A3
Ice Cream Mix unit A33 Pages
 Ice Cream Mix unit A2
Ice Cream Mix unit A23 Pages
 Powder hopper
Powder hopper2 Pages
 Tetra Pak® High Shear Mixer
Tetra Pak® High Shear Mixer2 Pages
 Tetra Pak® Aseptic Tank VD
Tetra Pak® Aseptic Tank VD2 Pages
 Tetra Pak® In-line Blender D
Tetra Pak® In-line Blender D2 Pages
 Tetra Alblend™
Tetra Alblend™5 Pages
 Tetra Alblend 5SP
Tetra Alblend 5SP4 Pages
 Tetra Alblend® carboblender
Tetra Alblend® carboblender3 Pages
 Tetra Alfast®B4
Tetra Alfast®B42 Pages
 Mixing technology
Mixing technology28 Pages
 Tetra Pak® Mixer RJCI
Tetra Pak® Mixer RJCI4 Pages
 Tetra Alwin® Soy
Tetra Alwin® Soy2 Pages
 The value of adding value
The value of adding value12 Pages
 Tetra Magna Evaporator ? TVR
Tetra Magna Evaporator ? TVR2 Pages
 Tetra Magna Evaporator ? MVR
Tetra Magna Evaporator ? MVR2 Pages
 Tetra Alsafe® Aseptic tank
Tetra Alsafe® Aseptic tank2 Pages
 Moving Food Forward. Together?
Moving Food Forward. Together?24 Pages
 Tetra Alex® 2
Tetra Alex® 22 Pages
 HighHygieneTank
HighHygieneTank2 Pages
 Tetra Therm® Aseptic Drink 1
Tetra Therm® Aseptic Drink 13 Pages
 Tetra Hoyer DeepBlue?SM
Tetra Hoyer DeepBlue?SM4 Pages



























Archived catalogs
 Tetralaval
Tetralaval60 Pages
 Tetra Pak® Heat Exchangers
Tetra Pak® Heat Exchangers8 Pages
 Powder Valve
Powder Valve2 Pages
 Tetra Pak® Aseptic Tank VC
Tetra Pak® Aseptic Tank VC2 Pages
 Tetra-laval-2017-2018
Tetra-laval-2017-201860 Pages



- Rail conveyor
- Dynamic agitator
- Belt conveyor
- Batch agitator
- Storage vessel
- Packing machine
- Grinding mill
- Drying system
- Fully automatic filling machine
- Automatic packaging machine
- Metal tank
- Liquids filling line
- Heat exchanger unit
- Liquid homogenizer
- Conveyor for the food industry
- Agitator for the food industry
- Filling system for the food industry
- Volumetric dosing unit
- Packaging machine for the food industry