- Catalogs
- Sutton Tools
- Euro Catalogue: Application Guide
Euro Catalogue: Application Guide

Euro Catalogue: Application Guide
This document provides comprehensive technical information on tools and materials used in engineering and machining, including sections on speeds and feeds, troubleshooting, and specific tools like drills, taps, endmills, and reamers. It is designed to assist engineers, tradespeople, and apprentices in selecting and using appropriate tools for different materials.
Detailed charts and tables for speeds and feeds, conversion, hardness, and manufacturing tolerances are included. Definitions, usage hints, maintenance tips, and troubleshooting guides for each tool category are provided. Specific sections cover the design and application of drills, taps, endmills, and reamers, focusing on material compatibility and tool geometry.
A comprehensive table lists various materials, their hardness, tensile strength, and elongation properties, along with tool recommendations. The use of color-coded bands on tool shanks is highlighted to simplify material and tool selection, enhancing efficiency and reducing errors.
Advanced coatings like AlCrN are discussed, which improve tool wear resistance and productivity, allowing for higher cutting speeds and suitability for a range of materials, including high-strength and high-hardness steels.
Recommendations include using the appropriate tool type and coating for specific materials to optimize performance and tool life. Formulas for calculating cutting speeds and feeds are provided to aid in precise machining operations.
This technical document serves as a valuable reference for selecting and using tools in various machining applications, emphasizing the importance of matching tools to materials and providing practical guidance on achieving optimal machining results.
Detailed technical specifications and guidelines for drilling various materials, including steels, stainless steels, cast irons, titaniums, nickels, coppers, aluminiums, and plastics, are provided. Information on material properties, recommended drilling speeds and feeds, and specific notes on drilling techniques are included.
Each material type, such as steels, stainless steels, cast irons, titaniums, nickels, coppers, aluminiums, and plastics, is discussed with specific drilling recommendations based on their mechanical properties.
Key recommendations include step feeding or pecking for deep drilling, reducing speed for cast surfaces, and using spot drills for accuracy. Pre-drilling with a pilot hole is advised for deep holes to prevent drill wandering.
A feed table provides feed rates for different drill diameters, and formulas for calculating revolutions per minute, cutting speed, and feed rate are included.
The document focuses on the application of endmills, including speeds and feeds, material compatibility, and troubleshooting for HSS drills and taps. Detailed tables for feed rates and cutting speeds for various materials are provided.
Key formulas for calculating revolutions per minute, cutting speed, feed per tooth, feed rate, and metal removal rate are provided. Guidelines for adjusting speeds and feeds based on tool size and type of cut are included.
Advice on using the correct tap for material groups, ensuring proper lubrication, and maintaining correct machine settings to prevent common issues is provided.
Detailed troubleshooting guides for common problems with HSS drills and taps, including solutions for issues like drill breakage, thread oversize, and poor workpiece quality, are included.
Sutton Tools' online Tool Shop for product browsing, ordering, and tracking is mentioned, emphasizing the convenience of real-time information availability.
Common issues with cutting tools, such as edge wear, splintering, and surface unevenness, are addressed. Solutions involve adjusting cutting speed, feed rate, and cutter diameter, as well as ensuring proper use of cooling lubricants and increasing tool rigidity.
Common problems with endmills and reamers include breakage, excessive wear, and poor surface finish. Solutions include cleaning, aligning parts, adjusting speeds and feeds, and using appropriate lubricants.
Various coatings for cutting tools, such as TiAlN, AlCrN, and TiCN, are outlined, offering benefits like increased hardness, thermal stability, and reduced friction.
Details on high-speed steel (HSS) and carbide materials are provided, highlighting their applications and properties.
Includes metric to imperial conversions for diameters and gauges, tensile strength versus hardness, and manufacturing tolerances.
Specifications for different shank types, including straight and screwed shanks, are provided.
Tapping drill sizes for different thread systems, including ISO Metric Coarse and Fine, Unified National Coarse and Fine, and British Standard Whitworth, are listed.
Material considerations, lubrication, and countersinking recommendations are provided to ensure efficient and accurate thread formation.
Fluteless taps form threads by displacing metal rather than cutting, resulting in no chips and stronger threads.
The ISO standard aims to unify screw threads internationally, including ISO metric and ISO inch Unified systems.
This technical document serves as a comprehensive guide for selecting and using taps and drills for various thread systems.
The "GH" system for pitch diameters in taps is discussed, recognized by ISO for inch threads.
The document outlines the pitch diameter tolerance for Class 2A bolts and the fundamental deviation for various classes.
The Whitworth thread forms, including the British Standard Whitworth Form, are covered.
The ISO system for pipe tap threads is derived from Whitworth threads.
Details on conventional and climb milling are provided.
Reamer tolerances, feeds, speeds, and the impact of chatter on reamer life and hole finish are discussed.
Sutton Tools offers an online Tool Shop and an Expert Tools Selector for tool recommendations.
- Application Tap - Special Inquiry: Customer information and specific details about the tap needed are required.
- Application HSS Drills - Special Inquiry: Information on the type of drill required is gathered.
- Application Twist Drill - Special Inquiry: Focuses on twist drills, requiring customer and order details.
- Application Milling - Special Inquiry: Details the requirements for milling tools.
- Tool Materials: Options include HSS, HSS-E, PM HSS-E, and carbide, with various coatings.
- Drill and Tap Sizes: Ranges from 3.0mm to 20.0mm.
- Milling Tool Geometry: Includes details on shank design and cutting length.
Catalog excerpts

Technical Information - Speeds & Feeds charts - Troubleshooting charts - General - Drills - Taps - Endmills - Reamers InformaTIon
Open the catalog to page 1
L100 Engineers Black Book #2 164 English L100 V2EN Engineers Black Book #2 164 Danish • Engineers Black Book #2 164 Finnish • Engineers Black Book #2 164 French • Engineers Black Book #2 164 German • Engineers Black Book #2 164 Italian • Engineers Black Book #2 164 Dutch • Engineers Black Book #2 164 Spanish • Engineers Black Book #2 164 Swedish • L200 Fastener Black Book #1 248 English L200 V1EN BONUS: Drill point sharpening gauge BONUS: Thread pitch identification gauge • Available on request. Subject to lead time. The ultimate reference book: - Matt laminated grease proof pages - Wire bound...
Open the catalog to page 3
Materials HB N/mm2 % Elong. Material Examples 1.0 Steels ANSI / USA JIS DIN Material # 1.1 Mild steels, magnetic soft steel <200 >200 <400 10 RFe100 1.1013 1.2 Free cutting, structural, unalloyed <200 >350 <700 30 1010, 1015, 1020 S10C, 515C, 520C C10, C15, ST37, ST52 1.0301, 1.0401, 1.0044 1.3 Plain carbon, low allowed <300 >350 <850 20 1045, 1095 545C, 55BC C45, C92D, D95-S 1.0503, 1.0618 1.4 Alloy steels harden. / tempered <250 >500 <850 30 4140, 4340, D2, O2, H13 SCM440, SKD6, SKD11 41CrMo4, 36CrNiMo4, X155CrVMo12-1, 90MnV8 1.7223, 1.6511, 1.2343, 1.2379, 1.2344, 1.2842 1.5 Alloy steels harden....
Open the catalog to page 4
UNI VA W GG N Cu Al H XH VH Ti Ni 60% Hardness Elongation 40% 20% 0% Tensile Strenth N/mm2 200 Hardness ^= HB Rockwell C (B) 400 120 (71) 600 800 1000 1200 1400 1600 1800 180 240 295 355 401 445 500 600 700 (89) (99) 31 38 43 47 51 57 62 for general purpose for universal materials for aluminiums for soft materials for copper materials for tough materials for cast iron materials for hard materials for extra hard materials for very hard materials for titaniums for nickels N UNI AI W Cu VA GG H XH VH Ti Ni • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •...
Open the catalog to page 5
www.suttontools.com.au/Coatings new generation coatings... a quantum leap in tool wear resistance AlCrN The bottom line: greater productivity! Tools coated with AlCrN let you choose noticeably higher cutting speeds and allow you to more effectively exploit the potential of modern machine tools. You can produce more parts per time / unit to decisively boost the productivity of your manufacturing resources and hone your competitive edge. Extraordinary performance gains have been demonstrated in dry and wet machining processes involving: • Unalloyed steels • High strength steels • High hardness...
Open the catalog to page 6
FOR TAPPING BLIN D / THROUGH HOLES Thread Depth 1.5xØ 3xØ 3xØ 1.5xØ Catalogue Code M T286 T288 T290 T292 T670 T335 T257 T294 T295 MF T298 T299 T300 T301 T668 T669 T343 T345 UNC T302 T303 UNF G (BSPF) T304 T305 T306 T307 Material HSSE V3 HSSE V3 VHM HSSE V3 SPM VHM Surface Finish Brt TiN Blu TiCN TiCN TiCN Colour Ring & Application N GG DC H Geometry - Low Relief Special Relief Materials HB N/mm2 % Elong. Material eg. Vc (m/min) 1.0 Steels 1.1 Mild steels, magnetic soft steel <200 >200 <400 10 RFe100 6 8 - - - - - - - 1.2 Free cutting, structural, unalloyed <200 >350 <700 30 C10, C15, ST37, ST52...
Open the catalog to page 14
Code Problem 1 Breaking of drill 2 Outer corner breaks down 3 Cutting edges chip 4 Lands chip 5 Drill splits up centre 6 Drill will not enter work 7 Hole rough 8 Hole oversize 9 Tang Breaks 1 2 3 4 5 6 7 8 9 Solution • • • Dull point • Drill has front taper due to wearing • • • Insufficient lip clearance on point • • Lip clearance too great • Drill in incorrectly point ground • • Flutes clogged with chips • Spring or backlash in drill press, fixture or work • • • • Feed too heavy • Cutting speed too high • • Dry cutting, no lubricant at cutting edges • Hard spots in workpiece material • Oversize...
Open the catalog to page 22
Code Problem 1 Thread is oversize 2 Axial miscutting of thread 3 Thread is undersize 4 Thread has bellmouthed entry 5 Thread surface is rough and unclean 6 Low tool life 7 Partial or complete tap breakage on FORWARD or BACKWARD movement 1 2 3 4 5 6 7 Possible reason Solution • • • • • • Wrong tap, cutting geometry of the tap is not suitable for this operation Use correct tap for the material group (see Expert Tool System, at www.sutton.com.au) • • • Tap hole diameter is undersize Tap hole diameter should be in accordance to DIN336 or respective standard. For cold forming taps, a special hole...
Open the catalog to page 23
Code Problem Possible reason 1 Poor Workpiece Finish Cutting edge wear, cutter radial run-out 2 Splintering of workpiece edge Unsuitable cutting conditions, unsuitable shape of cutting edge 3 Non-parallel or uneven surface Low stiffness of the cutter or of the workpiece (loose) 4 Extreme flank wear Unsuitable cutting conditions, unsuitable shape of cutting edge 5 Extreme crater wear 6 Breaks and shelling due to thermal shock 7 Formation of built-up edges 8 Poor chip clearance, chip blockage 9 Lack of Rigidity Difficult cutting conditions, clamping of the workpiece 10 End mill cutter breaks Unsuitable...
Open the catalog to page 24
Code Problem 1 Breakage 2 Excessive wear 3 Chattering 4 Poor surface Finish 1 2 3 4 Possible reason Solution • • Dirt or burrs in spindle or socket in which reamer is held clean spindle • • Misalignment of two or more parts of the set-up. This condition can cause a bell-mouthed hole align holes or use bridge style reamer • • • • Too fast or too slow speeds. adjust • • • • Too much or too little feed. adjust • Wrong type of coolant. refer to lubricant supplier’s literature • No lubricant between guide bushing and reamer. apply • • Lack of lubricant. increase • Bottoming in blind holes. reduce...
Open the catalog to page 25All Sutton Tools catalogs and technical brochures
 DH Series Drills
DH Series Drills12 Pages
 Coating Service Guide
Coating Service Guide6 Pages
 Ox
Ox2 Pages
 CrN
CrN2 Pages
 TiN
TiN2 Pages
 TiCN
TiCN2 Pages
 TiAlN
TiAlN2 Pages
 Aldura
Aldura2 Pages
 Alcrona
Alcrona2 Pages
 Fasteners Black Book
Fasteners Black Book1 Page
 Euro Catalogue: Reamers
Euro Catalogue: Reamers14 Pages
 Euro Catalogue: Endmills
Euro Catalogue: Endmills42 Pages
 Euro Catalogue: Carbide Endmills
Euro Catalogue: Carbide Endmills22 Pages
 Euro Catalogue: Taps ISO
Euro Catalogue: Taps ISO40 Pages
 Euro Catalogue: Taps DIN
Euro Catalogue: Taps DIN142 Pages
 Euro Catalogue: Countersinks
Euro Catalogue: Countersinks8 Pages
 Euro Catalogue: Drills HSS
Euro Catalogue: Drills HSS88 Pages
 Euro Catalogue: Drills Carbide
Euro Catalogue: Drills Carbide18 Pages
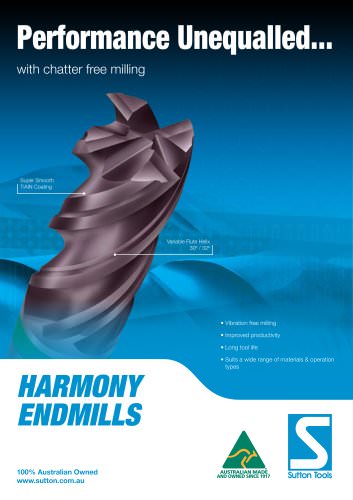 Sutton Tools Harmony Endmill
Sutton Tools Harmony Endmill4 Pages
 Sutton Tools STF Endmill
Sutton Tools STF Endmill2 Pages
 Sutton Tools VH / XH Taps
Sutton Tools VH / XH Taps2 Pages
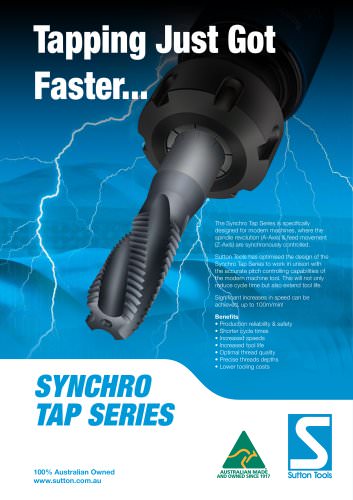 Sutton Tools Synchro Tap Series
Sutton Tools Synchro Tap Series12 Pages
 Sutton Tools R40 Uni Drill
Sutton Tools R40 Uni Drill6 Pages
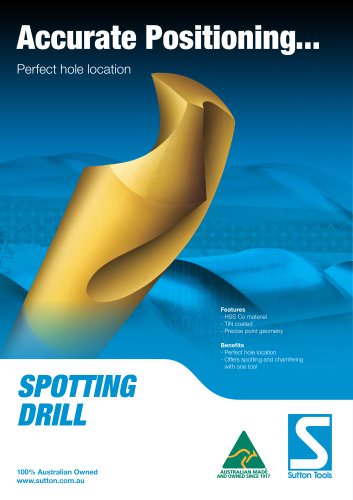 Sutton Tools Spotting Drill
Sutton Tools Spotting Drill2 Pages
 Sutton Tools DXS / DXJ Drill
Sutton Tools DXS / DXJ Drill6 Pages
 Engineers Black Book
Engineers Black Book1 Page
 Sutton Tools Carbide Burs
Sutton Tools Carbide Burs4 Pages





- Milling tool
- Chuck
- Solid milling cutter
- Drilling tool
- Steel milling cutter
- Metal milling cutter
- Solid drill bit
- Clamping milling cutter
- Milling cutter with cylindrical shank
- Cast iron milling cutter
- Solid carbide milling cutter
- Multi-purpose drilling tool
- Roughing milling cutter
- Tungsten carbide drill bit
- Slot milling tool
- High-speed steel milling cutter
- Twist drill bit
- Aluminum milling cutter
- High-speed steel drill bit