superoll_csl_spec_e
1 /1Page

superoll_csl_spec_e
1 /1Page
Catalog excerpts

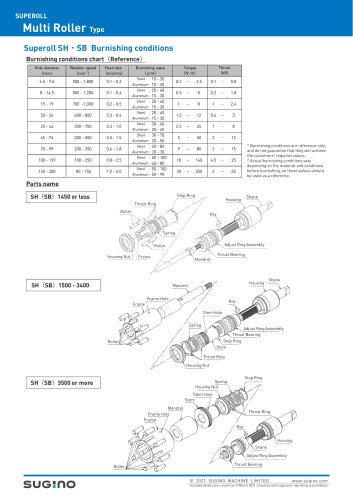
Multi Roller Type Superoll CSL selection chart Non-burnishing length K Min.L1-Max.L2 Tool diameter adjustment range A Tool model Tool length Diameter E G Tool model Tool diameter adjustable range A Non-burnishing length Adjust ring Shank Non-burnishing length Non-burnishing length Frame Roller Mandrel Adjust ring Frame Roller Mandrel Dimensional drawing(mm) Tool length G Diameter E Non-burnishing length Tool model No. = Hole size x 100 A Shank diameter E (mm) φ19.05 Cut width I (mm) 4.7 About tool selection Burnishing Conditions (Reference) L is added for long burnishing length. Shank length (either 75 or 115) Shank model (either A, B, F, C or D) ※Refer to below table for Shank model Shank model Specifying Tool model CSL 〇〇〇〇 A 〇〇 L Rotation speed Feed rate (mm/rev) * Burnishing conditions are reference only, and do not guarantee that they will achieve the customers' required values. * Actual burnishing conditions vary depending on the material and conditions before burnishing, so these values should be used as a reference. ・Select Tool model within Tool diameter adjustment range A to suit a hole size. ・Select the appropriate Tool length G which can keep a clearance 1 to 2mm between Superoll and a workpiece.
Open the catalog to page 1All Sugino catalogs and technical brochures
 superoll_sr5a
superoll_sr5a1 Page
 superoll_sr16m
superoll_sr16m1 Page
 superoll_ceoaj
superoll_ceoaj1 Page
 superoll_ceh
superoll_ceh1 Page
 superoll_sfp_spec_e
superoll_sfp_spec_e1 Page
 superoll_sh_process_e
superoll_sh_process_e1 Page
 superoll_csa_sa_spec_e
superoll_csa_sa_spec_e3 Pages
 superoll_shsb_spec_e
superoll_shsb_spec_e3 Pages
 SUPEROLL SH
SUPEROLL SH1 Page
 SUPEROLL
SUPEROLL18 Pages
Archived catalogs
 Star Burst
Star Burst4 Pages
- Grinding mill
- Food lump breaker
- Waste chopper
- Recycling grinding mill
- Plastic grinding mill
- Building materials mill
- Mill for the pharmaceutical industry
- Lump breaker for the food industry
- Laboratory pulverizer
- Mineral mill
- Powder lump breaker
- Compact lump breaker
- Metal mill
- Grinding mill for the chemical industry
- Ultrafine mill
- Lump breaker for the plastics industry
- Wood pulverizer
- Ceramic grinding system
- Sample preparation mill
- Micronization mill