Threaded Inserts for Plastics Design Guide
1 /24Pages
Threaded Inserts for Plastics Design Guide
1 /24Pages
Catalog excerpts
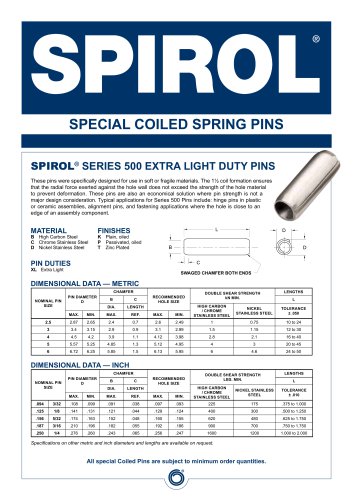
THREADED INSERTS FOR PLASTICS
Open the catalog to page 1
WHY INSERTS? Inserts provide reusable threads and secure tight threaded joints. An additional benefit is high load carrying capability. PRESERVATION OF THE THREADED JOINT The primary benefit for using an Insert is that it preserves the threaded joint integrity for the life of the application. An additional benefit is the unlimited reusable thread. PROPER SEATING TORQUE During the assembly process with a mating component, the screw has to be tightened with sufficient torque to introduce the recommended axial tension in order to achieve the required load between the screw and Insert threads to...
Open the catalog to page 2
TECHNICAL SUPPORT Since SPIROL’s inception in 1948, we have lead the industry in application engineering support for fastening, joining and assembly. Our Inserts are designed to maximise and balance tensile (pull-out) and rotational torque performance. Our Application Engineers have the technical knowhow and experience to work together with our customers to develop a cost-effective solution to meet the application requirements. BROAD PRODUCT RANGE/CAPABILITY Our leading edge production technology is suitable to meet all your specific needs for both long and short run requirements at competitive...
Open the catalog to page 3
The objective is to design an Insert with sufficient torque resistance to accommodate the tightening torque necessary to achieve sufficient axial tension load on the threaded joint to keep it together and prevent loosening, while also achieving pull-out values necessary for the load conditions that the Insert will be exposed to while in service. In general, resistance to torque is a function of diameter and resistance to pull-out is a function of length. These functions, however, are interactive and the challenge for the designer is to achieve the optimum combination of both. POST-MOULD INSTALLED...
Open the catalog to page 4
Self-Tapping Inserts provide the best pull-out resistance for a post-mould installed Insert. The threads are designed with a thin profile to minimise inducing stress into the plastic and a relative coarse pitch to provide the maximum plastic shear surface to resist pull-out. Installation torque is not a problem in that tightening increases the friction between the plastic and threads, and the larger diameter of the external Insert thread increases the frictional surface. Back-out torque performance relies totally on the greater surface area of the external Insert thread and the tension between...
Open the catalog to page 5
PLASTIC OVERVIEW SPIROL There are four main commercial categories of plastics: thermoset, thermoplastics, foam and elastomers. The latter two have limited suitability for Insert installation and should an Insert be required, an application analysis is suggested. Accordingly, these categories are not covered here. THERMOSET PLASTICS • Phenolic (Bakelite) • Vulcanised rubber Molecular arrangement of polymer chains Thermoset plastics, once formed, undergo an irreversible chemical change and cannot be reformed using heat and pressure. These plastics are tough and heat-resistant. Examples are Bakelite,...
Open the catalog to page 6
DESIGN GUIDELINES FOR THE PLASTIC COMPONENT l Holes for post-mould installed Inserts should always be deeper than the length of the Insert. For Self-Tapping Inserts, a minimum depth of 1.2 times the Insert length is recommended. For other Inserts, the recommended minimum depth is the Insert length plus two (2) Insert thread pitches. The assembly screw should never bottom out in the hole, as jack-out would result. l Counterbores are not recommended for any Insert types except Self-Tapping and Headed Inserts. Counterbores are recommended for Self-Tapping Inserts to reduce the risk of flaking. The...
Open the catalog to page 7
l Post-mould installed Inserts that are cold-pressed into the hole require larger boss diameters and/or wall thickness to withstand the greater stresses induced during installation. Installing the Inserts while the plastic is still warm from the moulding process generally eliminates this need. Reference pages 15-17 for an overview of SPIROL’s standard line of Insert Installation Equipment. Incorrect Incorrect Incorrect l The diameter of the clearance hole in the mating component is very important. The Insert - not the plastic - must carry the load. The hole in the mating component must be larger...
Open the catalog to page 8
SPIROL INSERTS SPIROL has a broad range of free machining brass and 2024 aluminum Inserts designed for either post-mold or molded-in installation. Installation of Inserts after moulding reduces in-place cost by shortening moulding time and eliminating secondary cleaning. This method also reduces rejects and mould damage resulting from dislodged Inserts. Moulded-In Inserts are placed into the mould cavity prior to plastic injection and offer exceptional torque and pull-out resistance due to unrestricted plastic flow. HEAT/ULTRASONIC INSERTS are designed for post-mould installation in thermoplastics....
Open the catalog to page 9
HEAT-ULTRASONIC INSERTS STRAIGHT HOLE SERIES Series 19 Short MATERIAL FINISHA Aluminium K PlainE BrassDIMENSIONAL DATA LEGEND Inch Metric Conversion Thread Size Recommended Hole Design* * See page 5 for more information on recommended hole design To Order: INS (Series #)/Thread Size / Length, Material, Finish Example: INS 19/M5 / .250S EK
Open the catalog to page 10
HEAT-ULTRASONIC INSERTS STRAIGHT HOLE SERIES Series 29 Short MATERIAL FINISH A Aluminium K PlainE BrassDIMENSIONAL DATA LEGEND Inch Thread Size Recommended Hole Design* * See page 5 for more information on recommended hole design To Order: INS (Series #)/Thread Size / Length, Material, Finish Example: INS 29/10-24 / .375L AK
Open the catalog to page 11
HEAT-ULTRASONIC INSERTS TAPERED HOLE SERIESSeries 14 ShortSeries 14 Long a MATERIAL FINISH Inch Metric Conversion DIMENSIONAL DATA Short Recommended Hole Design* * See page 5 for more information on recommended hole design To Order: INS (Series #)/Thread Size / Length, Material, Finis
Open the catalog to page 12
PRESS-IN INSERTS Series 50 Series 51 MATERIALS FINISHA Aluminium K PlainE BrassDIMENSIONAL DATA LEGEND Inch Metric Conversion Thread Size Recommended Hole Design* * See page 5 for more information on recommended hole design To Order: INS (Series #)/Thread Size / Length, Material, Finish Example: INS 51/M4 / .185 EK
Open the catalog to page 13All SPIROL catalogs and technical brochures
 SPIROL Corporate Brochure
SPIROL Corporate Brochure12 Pages
 Coiled Spring Pins
Coiled Spring Pins24 Pages
 Solid Pins
Solid Pins12 Pages
 Alignment Dowels/Bushings
Alignment Dowels/Bushings12 Pages
 Compression Limiter Design Guide
Compression Limiter Design Guide20 Pages
 Slotted Spring Pins
Slotted Spring Pins16 Pages
 Latch Pins for Plastics
Latch Pins for Plastics2 Pages
 Railroad Nuts - AAR Series
Railroad Nuts - AAR Series2 Pages
 Disc Springs
Disc Springs20 Pages
 Installation Technology
Installation Technology8 Pages
 Series RH600 Twist-Lok™ Pins
Series RH600 Twist-Lok™ Pins2 Pages
 Cosmestic Pins 550 series
Cosmestic Pins 550 series2 Pages
 SPIROL Precision Shims
SPIROL Precision Shims8 Pages
 Medical Device Applications
Medical Device Applications2 Pages
 Series 2000 Series 2000
Series 2000 Series 20004 Pages
 Aerospace Applications Flyer
Aerospace Applications Flyer2 Pages
 Tables Lift and Roll
Tables Lift and Roll2 Pages
 Tables Standard
Tables Standard2 Pages
 SPD, CXA, CXD, CXE CRD
SPD, CXA, CXD, CXE CRD2 Pages
 HC series HC series
HC series HC series2 Pages
 PH series PH series
PH series PH series2 Pages
 880 Series
880 Series2 Pages