SIPA PPS Preform Production

SIPA PPS Preform Production
Catalog excerpts

360 PLASTIC CONTAINER MANUFACTURING EXPERTISE 360а PLASTIC CONTAINER MANUFACTURING EXPERTISE >
Open the catalog to page 1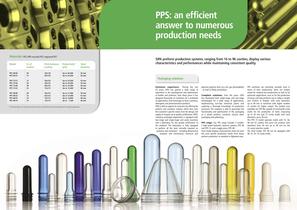
Up p to 2 1, 600 Up p to 1 4,4 00 Up p to 10 , 800 Up p to 7, 200 > * The above figures are indicative and they must be confirmed by the Technical Department for specific applications. size="-1">
Open the catalog to page 2
3 4 4 1 1 3 2 2 > 1 Plastification. Previously dehumidified PET granules are plasticized in the extruder using a screw specifically designed by SIPA. During the plastification stage the material is melted, homogenized and slowly transported by the screw in order not to generate shear stress and consequently produce AA. 2 Preform injection. The melted material is injected into the mold by means of an optimized injection profile aimed at obtaining high quality preforms. 3 Preform cooling. Once the injection cycle has been completed, the preforms are picked up by an integrated transport cooling...
Open the catalog to page 3
Greatrangeofpreforms High quality and clean preforms Optimizedcycletimes Limited consumption and costs The heart of the system: the injection mold > SIPAs PPS range of machines was first developed and then expanded to offer a simple product capable of addressing the needs of any specific project. The various models in the range allow the production of different types of preforms while guaranteeing constant quality and high savings. SIPA prides itself of a broad experience both in the design of containers as well as preforms. This experience makes it possible to satisfy the client from the choice...
Open the catalog to page 4
The extruder continuously plasticizes PET with a specially designed screw eliminating any back-flow of melted material. Thanks to the continuous extrusion, the average melting speed is decreased and results in a lower stress on the material and reduced production of AA. Օ Layered injection mold structure (Adaptor plate - base plate - hot runner - nozzle plate - cavity plate - cores plate). Two-way elevator integrated in the machine. Third independent elevator for non-compliant performs. Օ Enhanced temperature control of molds (4 different cooling circuits). Preforms unload from cooling belt by...
Open the catalog to page 5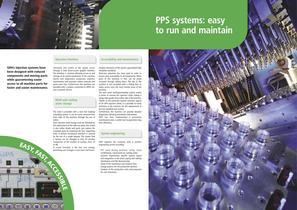
Operator interface Accessibility and maintenance SIPAs injection systems have been designed with reduced components and moving parts while guaranteeing easier access to all machine parts for faster and easier maintenance. > Command and control of the system occurs through a color touch-screen graphic interface. The interface is intuitive allowing access to and storage of all control parameters of the machine, alarms and diagnostics, production statistics, maintenance and operation videos, manuals and spare parts lists. Furthermore, the machines are provided with a modem connection to SIPAҒs On-...
Open the catalog to page 6
SIPA INDIA B 101, Mangalya Off Marol Maroshi Road Marol, Andheri (East) Mumbai - INDIA 400 059 Tel: ++91 22 29201785 Fax: ++91 22 29201795 E-mail: [email protected] SIPA MACHINERY HANGZHOU SIPA THAILAND # 3 Road 14, Economic & Technology Development Zone 310018 Hang Zhou, Zhejiang province - CHINA Tel: ++86 571 86913106 Fax: ++86 571 86913548 Bangna Complex 947/150 4th Floor, Moo 12 Bangna - Trad Road, Bangna Bangkok 10260 - THAILAND Tel: ++66 27695451 Fax: ++66 27695452 E-mail: [email protected] SIPA CHINA Room 1408, Scitech Tower 22 Jianguomenwai Avenue Beijing 100 004 - CHINA Tel:...
Open the catalog to page 7All SIPA catalogs and technical brochures
 XFORM 500 Preform System
XFORM 500 Preform System8 Pages
 SFL Linear Blowing Systems
SFL Linear Blowing Systems8 Pages
 ECS Integrated Systems
ECS Integrated Systems6 Pages
 Cartoning solutions
Cartoning solutions6 Pages
 C09 r1 09 pal depal
C09 r1 09 pal depal9 Pages
 C14 SIPA Magazine issue6 2014
C14 SIPA Magazine issue6 201472 Pages
 Start Blow
Start Blow2 Pages
 SFR Rotary Blowmolders
SFR Rotary Blowmolders12 Pages
 SFL Linear Blowmolders
SFL Linear Blowmolders6 Pages
 Pallettising/Depallettising
Pallettising/Depallettising16 Pages
 Process
Process7 Pages
 Sincro TriBloc
Sincro TriBloc9 Pages







Archived catalogs
 Filling technology_2013
Filling technology_20139 Pages
 Filling technology_2009
Filling technology_200916 Pages
 SincroBloc
SincroBloc7 Pages
 ECS Integrated Systems
ECS Integrated Systems12 Pages
 SIPA Complete lines
SIPA Complete lines4 Pages
 SIPA Product Range
SIPA Product Range8 Pages
- Industrial robot
- LIMING dynamic mixer
- Articulated robot
- LIMING automatic filling machine
- LIMING liquid filling machine
- Handling robot
- Agitator for the food industry
- LIMING injection molding machine
- Bottle filling system
- In-line mixer
- Palletizer
- LIMING horizontal injection molding machine
- LIMING hydraulic injection molding machine
- LIMING volumetric filling machine
- Blow moulding machine
- Automatic palletizer
- Compact homogenizer
- Layer palletizer
- Palletizing robot
- Automatic blender