- Catalogs
- SHAREBOT SRL
- Snowwhite2HT Peek sample report
Snowwhite2HT Peek sample report
1 /6Pages
Snowwhite2HT Peek sample report
1 /6Pages
Catalog excerpts

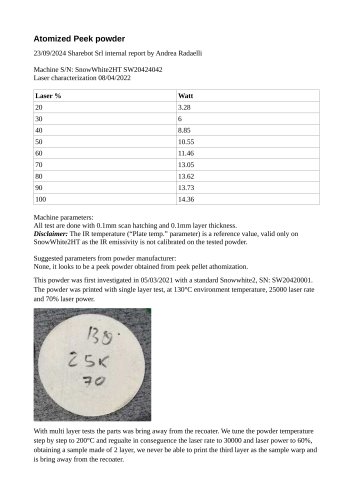
23/09/2024 Sharebot Sri internal report by Andrea Radaelli Machine S/N: SnowWhite2HT SW20424042 Laser characterization 08/04/2022 Machine parameters: All test are done with 0.1mm scan hatching and 0.1mm layer thickness. Disclaimer: The IR temperature (“Plate temp.” parameter) is a reference value, valid only on SnowWhite2HT as the IR emissivity is not calibrated on the tested powder. Suggested parameters from powder manufacturer: None, it looks to be a peek powder obtained from peek pellet athomization. This powder was first investigated in 05/03/2021 with a standard Snowwhite2, SN: SW20420001. The powder was printed with single layer test, at 130°C environment temperature, 25000 laser rate and 70% laser power. With multi layer tests the parts was bring away from the recoater. We tune the powder temperature step by step to 200°C and regualte in conseguence the laser rate to 30000 and laser power to 60%, obtaining a sample made of 2 layer, we never be able to print the third layer as the sample warp and is bring away from the recoater.
Open the catalog to page 1
Internal atmosphere was inertizate with Nitrogen at 98/99.5%. We tried again this material after a couple of year in the shelf as with Snowwhite2 HT we can overcome the powder and environment temperature problem.
Open the catalog to page 2
-With powder layer of 0,3mm and a layer thickness of 0,1mm the tested powder not show lamps at room temperature and once load the powder bed results to be clean and flat: -After warmup at 255°C the powder surface shows a little rough:
Open the catalog to page 3
-Main problem is that once the powder is sintered, the new powder layer touching the previous print results is not uniform deposition leaving lumps and hole. Layer after sinter: Layer after spreading: This process during along the print results in the formation of not homogeneous object. 2) Single layer test: Single layer test is performed as our usual first approach to the powder to check powder temperature range and laser settings. Here at first test were used 25000pps speed and 70% laser power at 132°C, 100°C build cylinder and 120°C loading cylinder and a single layer were obtained.
Open the catalog to page 4
Different single test zone to refine parameters were done, obtaining the best at at 55000pps and 60% laser powder, powder temperature 200°C, build cylinder at 200°C and load cylinder at 180°C. 3) Multi layer test: The test zone 50x50mm was used as multi layer test. Using the same settings of the single layer test we run different test iteration to find the right parameters that permit the test object to not be bring away from the recoater. For example at 255°C powder temperature, 230°C build cylinder and 180°C loading cylinder, the object warp and hit the recoater. Best parameters found are:...
Open the catalog to page 5
As the porous results of the print we have try to iterate different time parameters, like powder layer at 0,5, energy density and temperatures, obtaining different results and without solving the problem. Here a schematics taken from the print of the best test zone 50x50mm: 300 250 200 Powder Env Load C. B.C dliuBe Oxygen % Is possible to observe the preheating cycle, and when the print started and finished and observe the layer where laser scan have scan the powder bed. The build cylinder have slower heat up curve compared to the loading cylinder, and also if is not possible to see in the graph,...
Open the catalog to page 6All SHAREBOT SRL catalogs and technical brochures
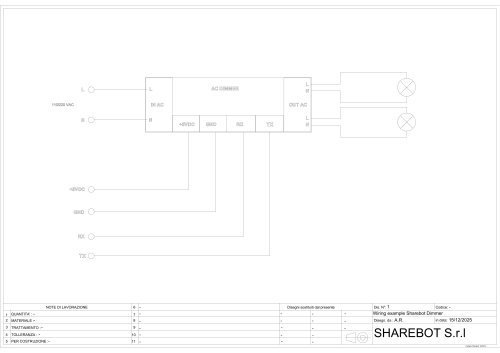 Dimmer wiring diagram
Dimmer wiring diagram1 Page
 SDS Finishxpert Filler
SDS Finishxpert Filler30 Pages
 Snowwhite2 Handbook
Snowwhite2 Handbook40 Pages
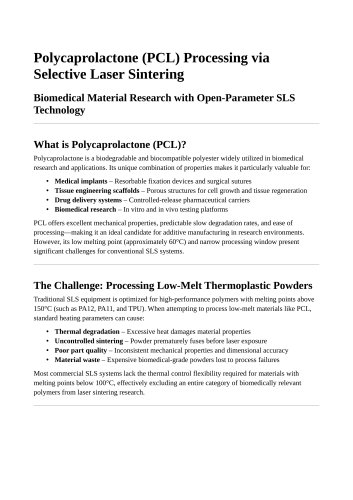 Snowwhite2 PCL
Snowwhite2 PCL4 Pages
 Snowwhite2 enduser patent report
Snowwhite2 enduser patent report25 Pages
 Snowwhite2 Temperature LOG
Snowwhite2 Temperature LOG3 Pages
 Snowwhite2 brochure
Snowwhite2 brochure2 Pages
 Snowwhite2 User Manual
Snowwhite2 User Manual49 Pages
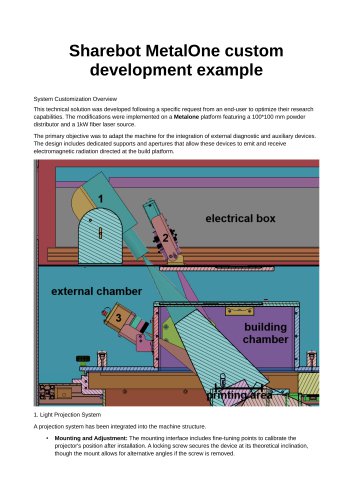 Metalone custom development
Metalone custom development2 Pages
 Metalone User Manual
Metalone User Manual73 Pages
 Metalone brochure
Metalone brochure2 Pages
 Metalone Handbook
Metalone Handbook28 Pages
 User Manual Snowwhite2HT
User Manual Snowwhite2HT44 Pages
 Brochure Snowwhite2HT
Brochure Snowwhite2HT2 Pages
- Additive manufacturing machine
- Automatic test kit
- Industrial 3D printer
- Plastic additive manufacturing machine
- High-performance 3D printer
- FDM 3D printer
- Laboratory test kit
- Prototyping 3D printing machine
- High-speed 3D printer
- Plastic spray
- Metal 3D printing machine
- Large-format 3D printer
- ABS 3D printer
- Polyester sealant
- PLA 3D printer
- Medical 3D printing machine
- Desktop 3D printer
- Dental additive manufacturing machine
- PA 3D printer
- 3D printer for the aerospace industry