- Catalogs
- Schuster Maschinenbau GmbH
- 7G Impulser
7G Impulser
1 /18Pages

7G Impulser
1 /18Pages
Catalog excerpts
Impulse cutting
Open the catalog to page 1
7G Impulser sets standards in separation of bars and tubes free from coolants and lubricants. Separation results because of the adiabatic principle, which means that due to a very short, reproducible impulse a very high energy is generated. , The impulse will be computed and controlled by a special software – depending on the material and separating surface. A special damping-unit in combination with an anvil transforms the residual energy. The loading of material is executed with 6m-, 9m- or 12m-materialloader (special system). Impulse cutting Sections up to approx. 300mm length are sorted with...
Open the catalog to page 2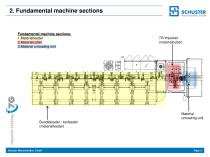
2. Fundamental machine sections Impulse cutting Fundamental machine sections: 1.Materialfeeder 2.Materialcutter 3.Material unloading-unit Material unloading-unit Bundleloader / barfeeder (materialfeeder) Schuster Maschinenbau GmbH
Open the catalog to page 3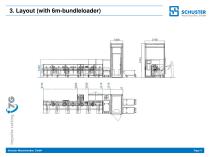
Impulse cutting Schuster Maschinenbau GmbH
Open the catalog to page 4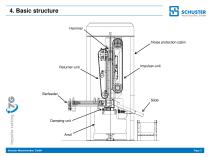
4. Basic structure Hammer Noise protection cabin Impulse cutting Schuster Maschinenbau GmbH
Open the catalog to page 5
5. Technical datas and configuration Technical datas (extraction): max. cutting energy Input power Weight (base machine) Cycle time ca. 1 x D (depending on the tolerances of material and geometry) Siemens (Simotion) Basic configuration: 7G Impulser with noise protection cabin Tool changing system Slide with sorting unit Impulse cutting Remote diagnostic system Advanced configuration: Schuster Maschinenbau GmbH Length and weight correction by diameter monitoring system Bundleloader up to a max. of 12m length Exchangeable tools Aligning-unit for hexagonal and octagonal profiles (materialloader)...
Open the catalog to page 6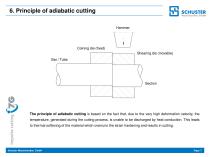
6. Principle of adiabatic cutting Hammer Coining die (fixed) Shearing die (movable) Bar / Tube Impulse cutting The principle of adiabatic cutting is based on the fact that, due to the very high deformation velocity, the temperature, generated during the cutting process, is unable to be discharged by heat conduction. This leads to thermal softening of the material which overruns the strain hardening and results in cutting. Schuster Maschinenbau GmbH
Open the catalog to page 7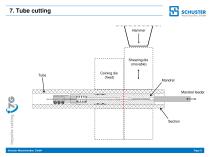
Shearing die (movable) Tube Impulse cutting Mandrel feeder Schuster Maschinenbau GmbH
Open the catalog to page 8
Tool in working position locking plate left Tool hydraulically extended locking plate right adjustment plate right Impulse cutting Schuster Maschinenbau GmbH adjustment plate left
Open the catalog to page 9
installation space (coining die) installation space (shearing die) Tool installation in reversed sequence. Chuck replacement Impulse cutting adapter with chuck adapter without chuck exchange chuck chuck replaced Manual height-adjustment of the feeder with crank handle (in accordance with diameter of bars or tubes) Schuster Maschinenbau GmbH
Open the catalog to page 10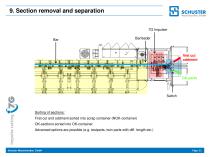
9. Section removal and separation 7G Impulser Bar Impulse cutting Sorting of sections: First cut and oddment sorted into scrap container (NOK-container) OK-sections sorted into OK-container Advanced options are possible (e.g. testparts, twin parts with diff. length etc.) Schuster Maschinenbau GmbH
Open the catalog to page 11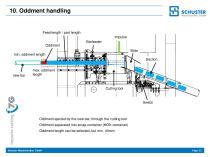
Feed length / part length Impulse Barfeeder Oddment Slide min. oddment length Section Cutting tool Impulse cutting Oddment ejected by the new bar, through the cutting tool Oddment separated into scrap-container (NOK-container) Oddment length can be selected, but min. 40mm Schuster Maschinenbau GmbH
Open the catalog to page 12
11. Sections (bars) - extraction Impulse cutting Schuster Maschinenbau GmbH
Open the catalog to page 13
12. Sections (tubes) - extraction Impulse cutting Schuster Maschinenbau GmbH
Open the catalog to page 14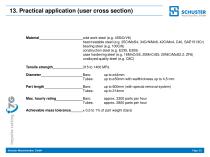
13. Practical application (user cross section) cold work steel (e.g. 45SiCrV6) heat treatable steel (e.g. 25CrMoS4, 34CrNiMo6, 42CrMo4, C40, SAE1513Cr) bearing steel (e.g. 100Cr6) construction steel (e.g. E235, E355) case hardening steel (e.g. 16MnCrS5, 20MnCrS5, 20NiCrMoS2.2, ZF6) unalloyed quality steel (e.g. C8C) Tensile strength Bars: Tubes: Part length Bars: Tubes: up to 800mm (with special removal system) up to 214mm Bars: Tubes: approx. 3300 parts per hour approx. 2800 parts per hour Achievable mass tolerance ± 0,5 to 1% of part weight (bars) Impulse cutting Schuster Maschinenbau GmbH
Open the catalog to page 15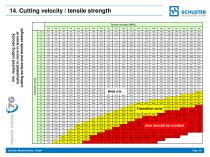
> O ® ■5 g S oh O ® ® o.E w ■£ w S S > -3 |T3 o E c T3 C ® P -- <D 3 ^ (0 O’® t P (0 3 ^ -5 w COO)
Open the catalog to page 16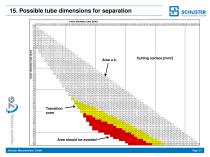
15. Possible tube dimensions for separation Impulse cutting Outer diameter tube [mm] Inner diameter tube [mm] Schuster Maschinenbau GmbH Transition zone Area should be avoided Page: 17
Open the catalog to page 17
16. Required customer informations Tensile strength of the material to separate Breaking strain of the material to separate Diameter or cutting surface Tolerance for diameter of the material to separate min. and max. section length Required tolerances for sections (length, concentricity, rectangularity of cutting surface etc.) Part spectrum Batch sizes and total quantity p.a. Special requirements (e.g. surface damages, surface finish etc.) Impulse cutting Conditions of the material to separate (adherences, oiling, straightness etc.) Schuster Maschinenbau GmbH Subsequent processing
Open the catalog to page 18All Schuster Maschinenbau GmbH catalogs and technical brochures



- CNC machining center
- Vertical CNC milling center
- Turning center
- CNC turning machine
- 3-axis CNC milling center
- 2-axis turning machine
- Precision CNC milling center
- High-precision CNC milling center
- Rigid CNC milling center
- High-precision turning machine
- Milling CNC milling center
- 12 tools turning machine
- High-rigidity CNC milling center
- High-productivity CNC milling center
- High-rigidity turning machine
- High-performance turning machine
- Drilling CNC milling center
- High-productivity turning machine
- Compact CNC milling center
- Machining center for the automobile industry