- Products
- Catalogs
- News & Trends
- Exhibitions
CO.Pilot
1 /1Page

CO.Pilot
1 /1Page
Catalog excerpts

GBPI-CO_PILOT-22105/0 | © REMBE® | alid from 009.06.2022 | Subject to technical changes without notice. Combined CO-Detection and humidity measurement. Industrial drying systems always harbor an increased risk of fires and explosions. The fire properties of the media change as a result of the removal of moisture. Especially in spray dryers, caking occurs due to the very high entry moisture in case of suboptimal process control. This caking can heat up in the course of operation up to the so-called Maillard reaction. This leads to an exothermal reaction between protein, carbohydrates and water. The resulting heat cannot be dissipated and accumulates until the medium starts a self-combustion. If such glowing embers loosens or opens, it can ignite existing explosive atmospheres and mixtures. The carbon monoxide (CO) concentration in the process is used as a parameter for early detection of such a situation. Application The CO.Pilot is a detection system for monitoring of CO concentration in drying plants based on the tunable Laser absorption spectroscopy. Mechanism With the help of the CO.Pilot, Maillard reactions, smoldering embers and fires within the processes and systems are detected at an early stage in order to prevent them out as an ignition source for a fire and an explosion. Visit rembe.de for detailed information and your personal contact. REMBE GmbH Safety+Control ® Gallbergweg 21 | 59929 Brilon, Germany | T +49 2961 7405-0 [email protected] Explosion Prevention In addition to monitoring the CO concentration, the system also provides information about the moisture content of the process air so that your process can always be optimally controlled. Applications + industry Chemical industry, flash dryers, food industry, pharmaceutical industry, ring dryers, spray dryers Advantages ✓ Unsurpassed precision in the large measuring range (0-1000ppm). ✓ CO and humidity measurement combined. ✓ No cross-sensitivities with other gases. ✓ Constant comparison with Hitran database. ✓ Fast reaction time. ✓ Can be adapted to the type of firing by the RFA (REMBE® flow algorithm). ✓ Optimised sampling. ✓ Checking of all gas streams. ✓ Adjustment of the limit values depending on the process parameters. ✓ Display of the respective absolute measured values in real time. REMBE® Sustainability: Not only do we provide professional safety for your plant and machinery and protect human life, but our products also avoid harmful emissions sustainably eliminate leaks and/or reduce noise pollution. You can find more information on sustainability a
Open the catalog to page 1All REMBE® GmbH Safety+Control catalogs and technical brochures
 FRD Product Information
FRD Product Information2 Pages
 SFD Product Information
SFD Product Information3 Pages
 STAR Product Information
STAR Product Information3 Pages
 IKB Product Information
IKB Product Information3 Pages
 KUB® Product Information
KUB® Product Information4 Pages
 TEP Produkt Information
TEP Produkt Information1 Page
 EDP Product Information
EDP Product Information2 Pages
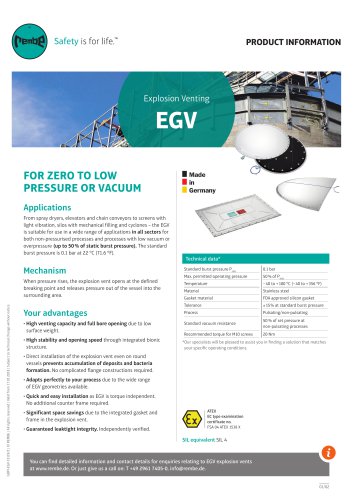 EGV Product Information
EGV Product Information2 Pages
 ODV+ODU Product Information
ODV+ODU Product Information2 Pages
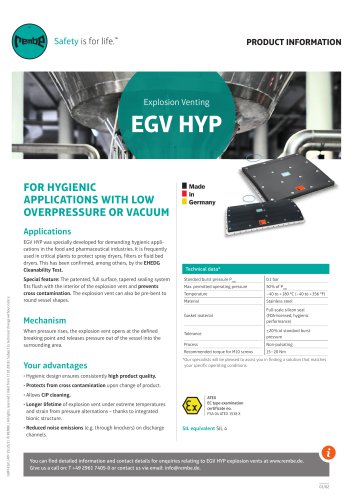 EGV HYP Product Information
EGV HYP Product Information2 Pages
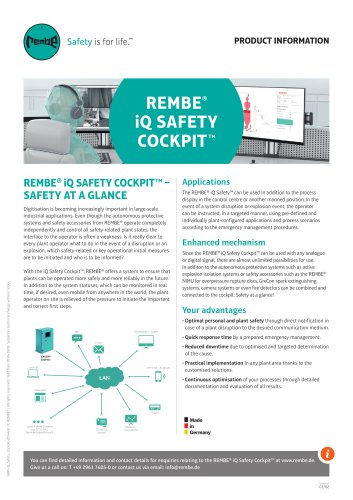 REMBE® iQ SAFETY COCKPIT™
REMBE® iQ SAFETY COCKPIT™2 Pages
 Q-Bic™ Product Information
Q-Bic™ Product Information2 Pages
 Brochure Process Safety
Brochure Process Safety56 Pages
 Brochure Explosion Safety
Brochure Explosion Safety56 Pages
 Q-Rohr® Product Information
Q-Rohr® Product Information4 Pages
 ERO
ERO1 Page
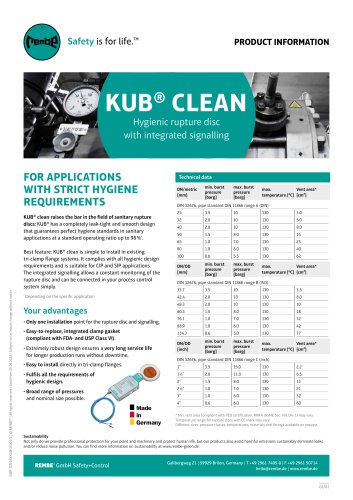
 KUB® CLEAN
KUB® CLEAN2 Pages
 SINGLE LAYER RUPTURE DISC
SINGLE LAYER RUPTURE DISC2 Pages
 Explosion Venting ETX™
Explosion Venting ETX™2 Pages
 KUB® Product Information
KUB® Product Information3 Pages
 Grounding Accessories
Grounding Accessories2 Pages














Archived catalogs
 Q-Rohr Product Information
Q-Rohr Product Information4 Pages
 CBS Product Information
CBS Product Information1 Page



- Valve
- Connector
- Electrical cable
- Data connector
- Pneumatic valve
- On/off valve
- Industrial camera module
- Copper cable
- Copper electrical cable
- Infrared imager
- Power cable
- Process software
- Monitoring camera system
- Terminal box
- Insulated cable
- Insulated electrical cable
- Multi-strand cable
- Gate valve
- Multi-wire electrical cable
- Valve for the chemical industry