Effast PPH Pressure System Socket Fusion Welding
1 /1Page

Effast PPH Pressure System Socket Fusion Welding
1 /1Page
Catalog excerpts

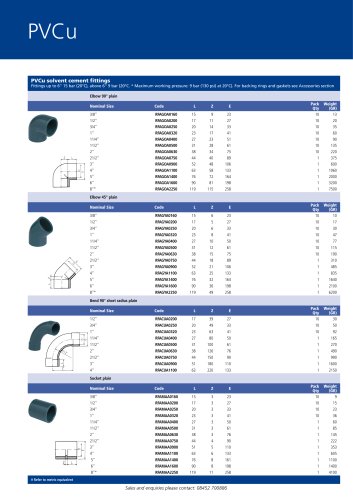
Socket fusion welding The Effast Polypropylene range is connected by socket fusion welding. Socket fusion welding in dimensions of 16mm to 110mm, however special reinforcement collars will be required for 16mm joints. The principle of socket fusion welding is constant however small differences in technique may occur on machinery from different suppliers. It is important to note that only like materials can be Below are details of the socket fusion process and illustrations to show the process. During the pr During the process strict adherence to the safety protocols should It is possible to use hand held socket fusion machines when joining materials in dimensions from 20mm to 63mm, however a bench top machine is preferred if any quantity of joints is required. The equipment should be clean and in good working order before any operation takes place. Careful attention should be given when following the tool set up as shown in the machine protocols. After the tool set up is completed the heater should be allowed to heat for 10 to 15 minutes, until the joining tools have reached their required temperature. A digital thermometer should be used to check the temperature before welding commences. It should be noted that during operation the welding area should be protected from draughts, dust and adverse weather conditions likely to corrupt the joint integrity. Preparing the pipe and fittings. The pipe in all cases should be cut with a sharp set of pipe cutters suitable for cutting plastic piping, as this will provide a square end suitable for socket fusion welding. It is important to ensure both the pipes and the fittings are clean and free from oil, water and grit before heating takes place. The pipe is peeled to remove the oxidised layer of material caused by UV radiation from the joint area. After the pipe is peeled, both the interior of the fitting and the peeled area of the pipe may be wiped with an alcohol wipe. Ensure there are no scrapings or chips of material attached to the Technical Information. The socket fusion of PP requires temperatures between 250 and 270 degrees Celsius on the heating tool before joining can be undertaken. Joining is determined by depth and shear pressure as the two preheated parts are brought together, one inside the other. The necessary times relevant to the joining process are; heating time, change over time, fixing time and cooling time. These are After the set up and preparation has been completed in line with the machine instructions guide. The newly prepared pipes and fittings can be introduces to the heat source ensuring that both the pipe and the fitting are entered to the correct depth. They are then allowed to heat for the pre determined time. A bead of molten material should be visible forming on both the pipe and the fitting as heating takes place. When the time has elapsed, the pipe and fitting can be removed from the heat source. A change over time is shown on the table, this should be adhered to. The two parts should be joined together ensuring that the pipe is entered to the stop point inside the fitting. The joint should be held in position, and then allowed to cool in line with the correct table of parameters. A uniform double weld bead should be visible around the neck of the fitting, and a single weld bead should be evident inside the fitting. Testing can take place 1 hour after the last weld is Heating times for socket fusion joints in PP. (DVS 2207, part 11) Pipe od in mm Min wall thickness in mm Heating time in sees 9 Cooling time in mins Sales and enquiries please contact: 08452 700886
Open the catalog to page 1All POLYPIPE catalogs and technical brochures
 Plastic Pressure Systems
Plastic Pressure Systems166 Pages
 Siphonic Roof Drainage
Siphonic Roof Drainage7 Pages
 Terrain Rainwater Systems
Terrain Rainwater Systems56 Pages
 Terrain Drainage Systems
Terrain Drainage Systems64 Pages
 Terrain FUZE
Terrain FUZE100 Pages
 Terrain Above Ground
Terrain Above Ground51 Pages
 Terrain Underground
Terrain Underground32 Pages
 Terrain Firetrap
Terrain Firetrap12 Pages
 Underground Drainage
Underground Drainage9 Pages
 Oracstar
Oracstar300 Pages
 Polypipe Underfloor Heating
Polypipe Underfloor Heating57 Pages
 Effast Dimensional Data October 2012
Effast Dimensional Data October 2012100 Pages
 Polypress Dimensional Data
Polypress Dimensional Data19 Pages
 Polypress Pipes and Fittings
Polypress Pipes and Fittings14 Pages
 Polypress Technical Data
Polypress Technical Data2 Pages
 Polypress Tooling
Polypress Tooling3 Pages
 Polyguard - Product Update
Polyguard - Product Update3 Pages
 Plumbing & Heating Systems
Plumbing & Heating Systems36 Pages
 Plumbing and Heating
Plumbing and Heating32 Pages
 Sustainability Brochure
Sustainability Brochure20 Pages
 Group Brochure
Group Brochure12 Pages