Permabond® A1046
1 /2Pages
Permabond® A1046
1 /2Pages
Catalog excerpts

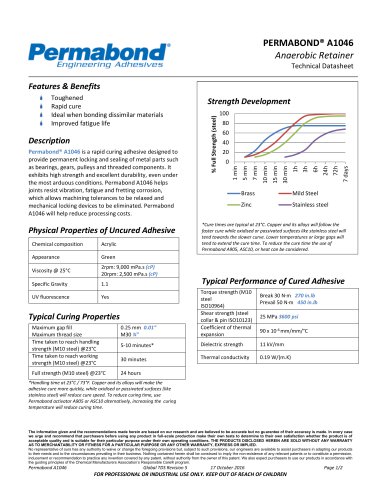
Anaerobic Retainer Technical Datasheet Permabond Engineering Adhesives Toughened Rapid cure Ideal when bonding dissimilar materials Improved fatigue life Permabond® A1046 is a rapid curing adhesive designed to provide permanent locking and sealing of metal parts such as bearings, gears, pulleys and threaded components. It exhibits high strength and excellent durability, even under the most arduous conditions. Permabond A1046 helps joints resist vibration, fatigue and fretting corrosion, which allows machining tolerances to be relaxed and mechanical locking devices to be eliminated. Permabond A1046 will help reduce processing costs. Strength Development Brass Mild Steel Zinc Stainless steel Physical Properties of Uncured Adhesive Chemical composition Typical Curing Properties Maximum thread size *Handling time at 23°C/ 73°F. Copper and its alloys will make the adhesive cure more quickly, while oxidised or passivated surfaces (like stainless steel) will reduce cure speed. To reduce curing time, use Permabond activator A905 or ASC10 alternatively, increasing the curing temperature will reduce curing time. *Cure times are typical at 23°C. Copper and its alloys will follow the faster cure while oxidised or passivated surfaces like stainless steel will tend towards the slower curve. Lower temperatures or large gaps will tend to extend the cure time. To reduce the cure time the use of Permabond A905, ASC10, or heat can be considered. The information given and the recommendations made herein are based on our research and are believed to be accurate but no guarantee of their accuracy is made. In every case we urge and recommend that purchasers before using any product in full-scale production make their own tests to determine to their own satisfaction whether the product is of acceptable quality and is suitable for their particular purpose under their own operating conditions. THE PRODUCTS DISCLOSED HEREIN ARE SOLD WITHOUT ANY WARRANTY AS TO MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE OR ANY OTHER WARRANTY, EXPRESS OR IMPLIED. No representative of ours has any authority to waive or change the foregoing provisions but, subject to such provisions, our engineers are available to assist purchasers in adapting our products to their needs and to the circumstances prevailing in their business. Nothing contained herein shall be construed to imply the non-existence of any relevant patents or to constitute a permission, inducement or recommendation to practice any invention covered by any patent, without authority from the owner of this patent. We also expect purchasers to use our products in accordance with the guiding principles of the Chemical Manufacturers Association’s Responsible Care® program. Permabond A1046 Global TDS Revision 5 17 October 2016 Page 1/2 FOR PROFESSIONAL OR INDUSTRIAL USE ONLY. KEEP OUT OF REACH OF CHILDREN
Open the catalog to page 1
High Temperature Grades A1046 "Hot strength" Breakaway strength on M10 Zinc plated bolts according to ISO 10964. Cured at 23°C for 24 hours then conditioned for 30 minutes at testing temperature. A1046 can withstand higher temperatures for brief periods (such as for paint baking and wave soldering processes) providing the joint is not unduly stressed. The minimum temperature the cured adhesive can be exposed to is -55°C (-65°F) depending on the materials being bonded. Surface Preparation Though the anaerobic adhesives will tolerate a slight degree of surface contamination, best results are obtained...
Open the catalog to page 2All Permabond catalogs and technical brochures
 PERMABOND® UV643
PERMABOND® UV6432 Pages
 PERMABOND® UV639
PERMABOND® UV6392 Pages
 PERMABOND® UV605
PERMABOND® UV6052 Pages
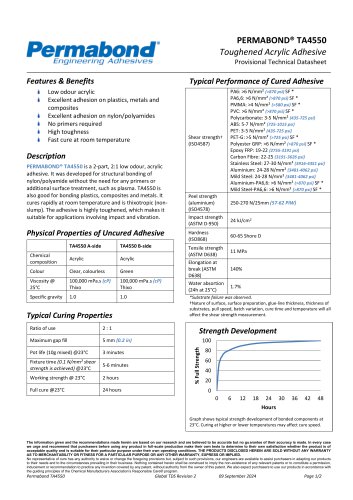 PERMABOND® TA4550
PERMABOND® TA45502 Pages
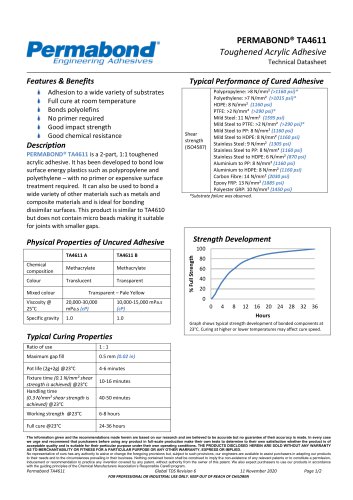 PERMABOND® TA4611
PERMABOND® TA46112 Pages
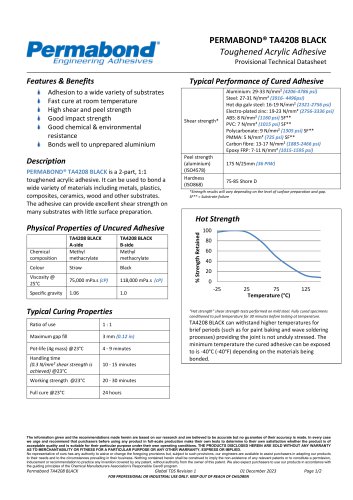 PERMABOND® TA4208 BLACK
PERMABOND® TA4208 BLACK2 Pages
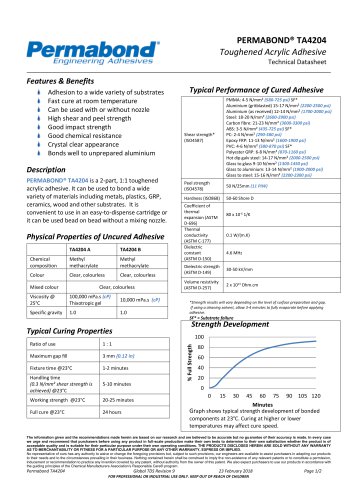 PERMABOND® TA4204
PERMABOND® TA42042 Pages
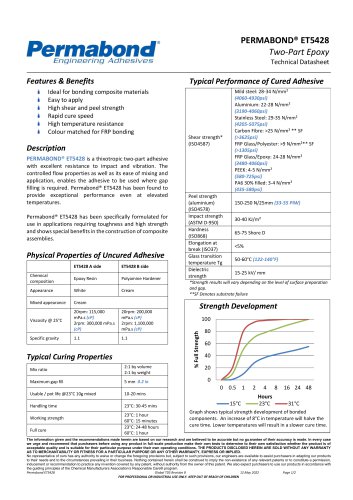 PERMABOND® ET5428
PERMABOND® ET54282 Pages
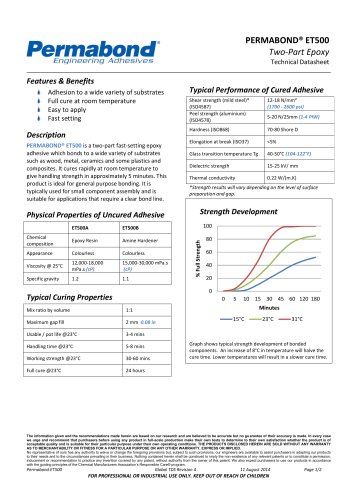 PERMABOND® ET500
PERMABOND® ET5002 Pages
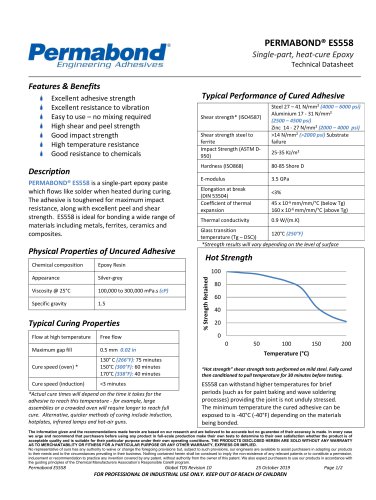 PERMABOND® ES558
PERMABOND® ES5582 Pages
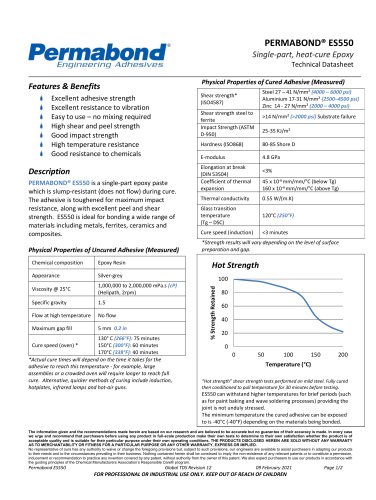 PERMABOND® ES550
PERMABOND® ES5502 Pages
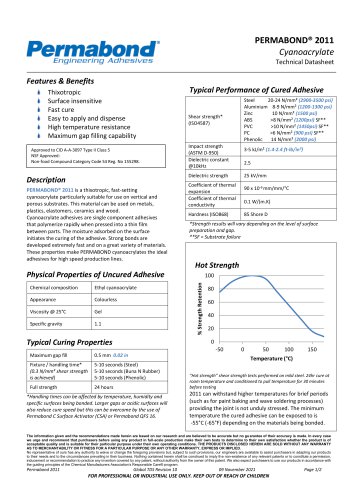 PERMABOND® 2011
PERMABOND® 20112 Pages
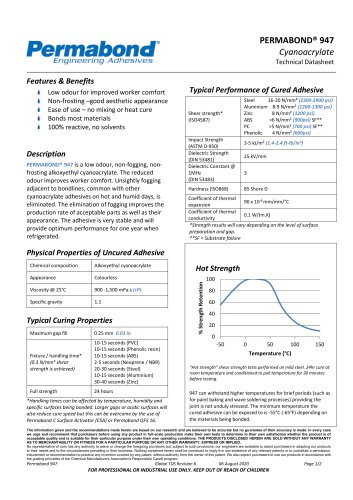 PERMABOND® 947
PERMABOND® 9472 Pages
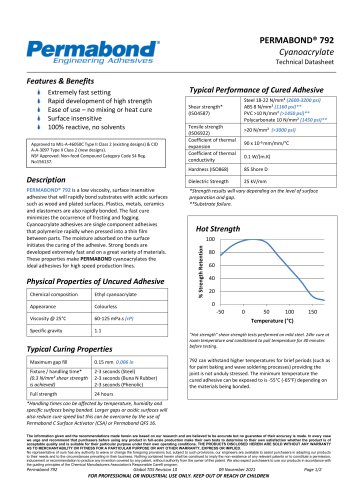 PERMABOND® 792
PERMABOND® 7922 Pages
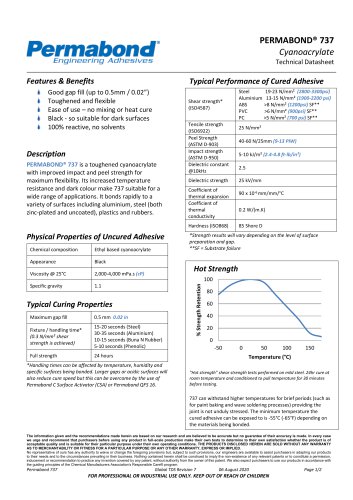 PERMABOND® 737
PERMABOND® 7372 Pages
 PERMABOND® 105
PERMABOND® 1052 Pages
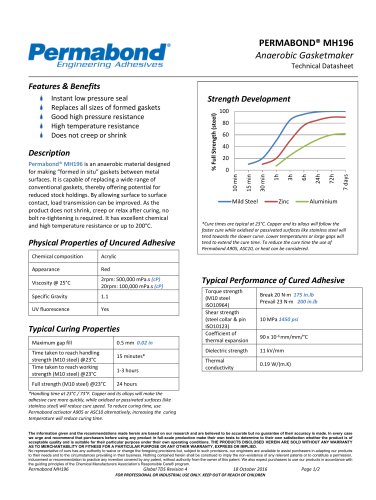 Permabond® MH196
Permabond® MH1962 Pages
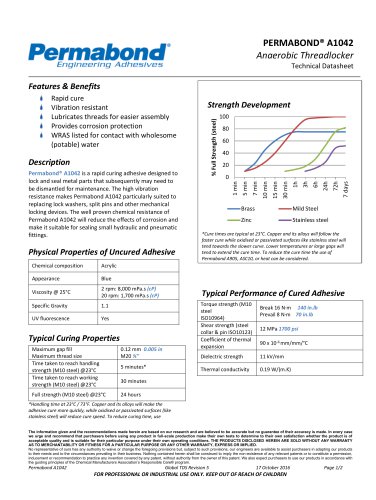 Permabond® A1042
Permabond® A10422 Pages
 Single Part Epoxies
Single Part Epoxies3 Pages
 2-Part Epoxies
2-Part Epoxies3 Pages
 UV-Curable Adhesives
UV-Curable Adhesives3 Pages
 Structural Acrylics
Structural Acrylics4 Pages
 Polyurethane Adhesives
Polyurethane Adhesives3 Pages
 Flexible Adhesives
Flexible Adhesives3 Pages
 Cyanoacrylates
Cyanoacrylates3 Pages
 Anaerobics
Anaerobics4 Pages
- Permabond single-component adhesive
- Permabond metal adhesive
- Permabond industrial adhesive
- Glass adhesive
- Epoxy adhesive
- Dispersion adhesive
- Bonding adhesive
- Sealing adhesive
- Ceramic adhesive
- Viscosity adhesive
- Cyanoacrylate glue
- Shear strength adhesive
- UV-curing adhesive
- Low-viscosity adhesive
- Optical adhesive
- Permabond acrylic adhesive
- Methacrylate adhesive
- Polymerization adhesive
- Instant adhesive