
Catalog excerpts

SI® THREADED INSERTS FOR PLASTICS
Open the catalog to page 1
SI® THREADED INSERTS FOR PLASTICS • SI® inserts are typically specified in applications where strong, durable metal threads are required in plastic material, especially where frequent assembly and disassembly of the unit for service or repair is necessary. • Applications for SI® products include: computers and terminal boards, automotive, electronic equipment, business machines, aerospace, communications equipment and instrument cases. • SI inserts are available in brass, stainless steel and aluminum. • SI inserts are available in a large variety of ultrasonic / heat staking, molded-in or...
Open the catalog to page 2
ULTRASONIC / HEAT STAKING INSERTS • Ultrasonic - Installed by pressing the insert into the mounting hole with ultrasonic insertion equipment while simultaneously applying a high frequency vibration. Frictional heat caused by the vibration melts the plastic surrounding the insert allowing easy insertion. When the vibration ceases, the plastic solidifies, locking the insert permanently in place. • Heat Staking - Installed by pressing the insert into the mounting hole with a thermal press to melt the plastic surrounding the insert. New IUB, IUC (Tapered, through threaded inserts) - Page 4...
Open the catalog to page 3
ULTRASONIC / HEAT STAKING INSERTS Tapered Thru-Threaded, Types IUB™ and IUC™ • Designed for use in tapered holes. • Tapered mounting hole allows for rapid and accurate alignment prior to installation. Mounting Hole Type Brass Stainless Steel Stainless Steel Length Code Length Code Hole Size in Material Min. Hole Depth Thread Size x Pitch Hole Size in Material Min. Hole Depth (1) Thread tapped thru, Class 3A/4h screw must pass with finger torque, but basic go gauge may stop at last thread. (2) Diamond knurl.
Open the catalog to page 4
ULTRASONIC / HEAT STAKING INSERTS Straight Wall, Thru-Threaded, Types IUTB™ and IUTC™ • Designed for use in straight holes. • Self-aligning lead-in of insert provides for accurate alignment prior to installation. Thread Size Hole Size in Material Hole Dia. Min. Hole + .003 Depth - .000 Stainless Steel Stainless Steel Thread Size x Pitch Hole Size in Material Min. Hole Depth (1) Thread tapped thru, Class 3A/4h screw must pass with finger torque, but basic go gauge may stop at last thread. PennEngineering • www.pemnet.com
Open the catalog to page 5
ULTRASONIC / HEAT STAKING INSERTS Symmetrical, Thru-Threaded, Types ISB™ and ISC™ • Designed for use in straight or tapered holes. • Symmetrical design eliminates the need for orientation. Thread Size Type Stainless Steel Hole Size in Material Hole Depth Hole Size in Material Stainless Steel Thread Size x Pitch (1) Thread tapped thru, Class 3A/4h screw must pass with finger torque, but basic go gauge may stop at last thread. Hole Depth
Open the catalog to page 6
ULTRASONIC / HEAT STAKING INSERTS microPEM® Symmetrical, Thru-Threaded, Type MSIB™ • Threads as small as M1. • Designed for use in straight or tapered holes. • Symmetrical design eliminates the need for orientation. • Provides excellent performance in wide range of plastics. After Knurl Thread Size x Type Pitch Thread Code Length Code Mounting Hole in Material Min. Wall Hole Depth Hole Diameter Thickness (6) Min. +0.05 (1) Style #1 - length codes less than 150 (2) Style #2 - length codes 150 and greater (3) Metric ISO 68-1, 5H (4) Metric ISO 68-1, 6H (5) Metric ASME B1.13M, 6H (6) Refers to...
Open the catalog to page 7
ULTRASONIC THREADED INSERTS PERFORMANCE DATA Types IUB, IUBB, IUC, and IUCC(1) Thread Code Thread Code Polycarbonate METRIC Thread Code Thread Code Type Thread Length Code Code Pullout (N) Test Sheet Material Polycarbonate (1) The values reported are averages for ultrasonically inserted inserts when all installation specifications and procedures are followed. Variations in mounting hole size, sheet material and installation procedure will affect results. Performance testing of this product in your application is recommended. Samples can be provided for this purpose. (2) Torque-out...
Open the catalog to page 8
MOLDED-IN THREADED INSERTS Blind Threaded, Types IBB™ and IBC™ • Blind-end protects the threads from plastic intrusion. NOTE: Manufacturing techniques may leave a slight projection a maximum of .025” / 0.65 mm beyond the “A” dimension. E Stock Diameter (Before Knurl) Type Stainless Brass Steel Thread Code Type Stainless Brass Steel Thread Code Thread Size x Pitch PennEngineering • www.pemnet.com
Open the catalog to page 9
MOLDED-IN THREADED INSERTS Self-Locking, Blind Threaded, Type IBLC™ • Deformed threads lock screw in place to resist vibration. • Blind-end protects the threads from plastic intrusion. Deformed thread for self-locking feature NOTE: Manufacturing techniques may leave a slight projection a maximum of .025” / 0.65 mm beyond the “A” dimension. S1 E Stock Diameter (Before Knurl) Type Stainless Steel Thread Code Length Code Thread Size First Cycle on Locking Torque (in. lbs.) Min. Max. First Cycle on Locking Torque (N•m) Min. Max. Type Stainless Steel Thread Code Length Code Thread Size x Pitch...
Open the catalog to page 10
MOLDED-IN THREADED INSERTS Thru-Threaded, Types ITB™ and ITC™ • Pilot diameter and undercuts allow plastic to flow into grooves providing high pullout resistance. E Stock Diameter (Before Knurl) Stainless Steel Thread Size Stainless Steel Thread Size x Pitch (1) Thread tapped thru, Class 3A/4h screw must pass with finger torque, but basic go gauge may stop at last thread. PennEngineering • www.pemnet.com
Open the catalog to page 11
MOLDED-IN THREADED INSERTS Thru-Threaded, Knurled, Types STKB™ and STKC™ • Uniform knurl diameter reduces the risk of sink marks. • Available in varying lengths for injection molding assemblies. Stock Diameter (Before Knurl) Type Stainless Brass Steel Length Code “L” ± .005 in 32nds of an Inch .312 .375 Thread Size x Pitch Type Stainless Steel Length Code “L” ± 0.13 in millimeters (1) Thread tapped thru, Class 3A/4h screw must pass with finger torque, but basic go gauge may stop at last thread. NA Not Available.
Open the catalog to page 12All PENN Engineering catalogs and technical brochures
-
 SO
SO12 Pages
-
 LN
LN24 Pages
-
 FH
FH32 Pages
-
 FE
FE6 Pages
-
 CL™
CL™16 Pages
-
 CH 1217
CH 12176 Pages
-
 B 916
B 9164 Pages
-
 ALA 1217
ALA 12174 Pages
-
 Index 118
Index 1188 Pages
-
 SF 1115
SF 11158 Pages
-
 SK 814
SK 8146 Pages
-
 SO 1214
SO 121412 Pages
-
 SS 416
SS 41624 Pages
-
 SSA 913
SSA 9136 Pages
-
 TD 415
TD 4156 Pages
-
 VM 715
VM 7156 Pages
-
 WN 1015
WN 10154 Pages
-
 RA 215
RA 2158 Pages
-
 PF 415
PF 41544 Pages
-
 MPF 116
MPF 11616 Pages
-
 LN 414
LN 41420 Pages
-
 K 1015
K 101520 Pages
-
 FH 116
FH 11632 Pages
-
 FE 315
FE 3156 Pages
-
 F 1214
F 12144 Pages
-
 CL 814
CL 81416 Pages
-
 B 814
B 8144 Pages
-
 CH 1115
CH 11156 Pages
-
 ALA 314
ALA 3144 Pages
-
 Index 914
Index 9146 Pages
-
 Self-Clinching Studs/ Pins
Self-Clinching Studs/ Pins32 Pages
-
 Self Locking Fasteners
Self Locking Fasteners20 Pages
-
 microPEM® Fasteners
microPEM® Fasteners16 Pages
-
 Right Angle Clinch Fasteners
Right Angle Clinch Fasteners8 Pages
-
 Snap-Top®
Snap-Top®6 Pages
-
 SMTPF 1015
SMTPF 10152 Pages
-
 PEMSERTER® Presses
PEMSERTER® Presses16 Pages
-
 StickScrew® System
StickScrew® System4 Pages
-
 Automotive Components
Automotive Components8 Pages
-
 Access Hardware
Access Hardware44 Pages
-
 Self-Clinching Nuts
Self-Clinching Nuts12 Pages
-
 Quick Product Locator
Quick Product Locator6 Pages
-
 self-locking fasteners
self-locking fasteners20 Pages
-
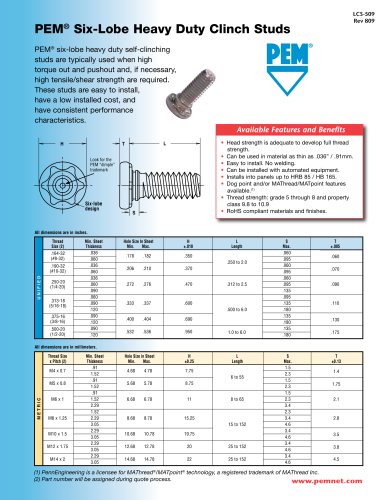
 PEM® Heavy Duty Clinch Studs
PEM® Heavy Duty Clinch Studs2 Pages
-
 Self-Clinching Fastener Handbook
Self-Clinching Fastener Handbook16 Pages
-
 Blu-Coat? Thread Mask
Blu-Coat? Thread Mask1 Pages
-
 PEM microPEM® TackPin? Fasteners
PEM microPEM® TackPin? Fasteners12 Pages
-
 Heat Sink Mounting System
Heat Sink Mounting System4 Pages
-
 Turret Tool System
Turret Tool System2 Pages
-
 PEMSERTER Series 4 Press
PEMSERTER Series 4 Press2 Pages
-
 In Die Feeding System
In Die Feeding System4 Pages
-
 PEMSERTER Series 2000 Press
PEMSERTER Series 2000 Press2 Pages
-
 PEMSERTER Series 3000 Press
PEMSERTER Series 3000 Press2 Pages
-
 Atlas Type AEKC
Atlas Type AEKC1 Pages
-
 Atlas Condensed Catalog
Atlas Condensed Catalog4 Pages
-
 Self-Clinching Standoffs
Self-Clinching Standoffs12 Pages
-
 SpotFast® Fasteners
SpotFast® Fasteners8 Pages
-
 Flush Self-Clinching
Flush Self-Clinching4 Pages
-
 PEMSERTER Catalog
PEMSERTER Catalog16 Pages
-
 StickScrew® System
StickScrew® System4 Pages
-
 Self-Clinching Cable Tie Mounts
Self-Clinching Cable Tie Mounts6 Pages
-
 SpotFast® Fasteners
SpotFast® Fasteners8 Pages
-
 Spinning Clinch Bolt
Spinning Clinch Bolt4 Pages































Archived catalogs
-
 Product Guide
Product Guide12 Pages