
Catalog excerpts

SELF-CLINCHING NUTS
Open the catalog to page 1
SELF-CLINCHING NUTS Self-clinching nuts are installed by placing them in properly sized holes in sheets and applying a parallel squeezing force to the head of the nut. The sheet metal surrounding the head cold flows into an undercut thereby making the fastener an integral part of the sheet. A serrated clinching ring prevents the fastener from rotating after installation. Type SMPS nuts are for thinner sheet/ close-to-edge applications - PAGE 7 Types S/SS/CLA/CLS/CLSS nuts provide load-bearing threads in thin sheets with high pushout and torque-out resistance- PAGES 4 and 5 Type SL...
Open the catalog to page 2
SELF-CLINCHING NUTS PEM® SELF-CLINCHING NUT SELECTOR GUIDE Application Requires: PEM Nut Type Recommended panel material (1) Closest centerline-toedge distance steel / aluminum Superior corrosion resistance Installs into stainless steel sheets Compatible with aluminum anodizing Thin, harder high strength steel material steel / aluminum hardened alloy steel stainless steel steel / aluminum steel / aluminum (1) Describes “best practice” for typical applications. Fasteners can be used in other panel materials not listed here if specified hardness limits are met. In all cases “For Use in Sheet...
Open the catalog to page 3
SELF-CLINCHING NUTS • Types S/SS are recommended for use in steel or aluminum sheets HRB 80 / HB 150 or less. • Types CLS/CLSS are recommended for use in steel or aluminum sheets HRB 70 / HB 125 or less. • Type SP is recommended for use in stainless steel sheets HRB 90 / HB 192 or less. • Type CLA is recommended for use in steel or aluminum sheets HRB 50 / HB 82 or less. TYPES S/SS/CLS/CLSS/SP PART NUMBER DESIGNATION S – 632 – 1 ZI SS – 632 – 1 ZI CL S – 632 – 1 CLS S – 632 – 1 S P – 632 – 1 CL A – 632 – 1 Type Material Code Thread Size Code Shank Finish Code Code (Clinching profile may...
Open the catalog to page 4
SELF-CLINCHING NUTS TYPES S/SS/CLS/CLSS/SP (See drawing at top of page 4) All dimensions are in millimeters. ( See drawing at top of page 4) All dimensions are in inches. Type Hole Size A Min. Sheet In Sheet Fastener Material Thread Thread Shank (Shank) Thickness +.003 C E T Size Aluminum Code Code Max. (1) -.000 Max. ±.010 ±.010 Min. Dist. Hole To Edge (See drawing at top of page 4) All dimensions are in millimeters. Type Dist. Min. Thread A Min. Sheet Hole Size Hole Fastener Material Size x Thread Shank (Shank) Thickness In Sheet C E T Pitch Aluminum Code Code Max. (1) +0.08 Max. ±0.25...
Open the catalog to page 5
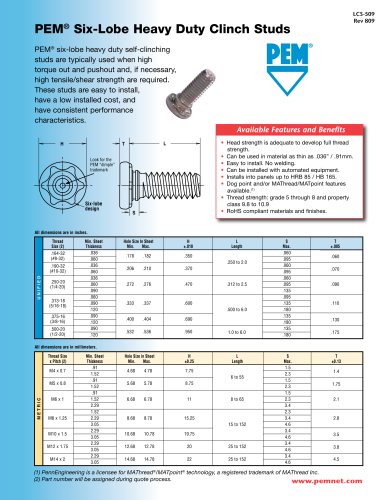
TYPE SH™ HARD PANEL NUTS • Installs into thin, harder, high strength steel materials (high strength steel sheets up to 975MPa) • Allows overall weight reduction for all vehicles • Addresses environmental / recycle concerns • Provides lower installed cost • Allows component standardization PART NUMBER DESIGNATION SH – 0420 – 1 X Type Thread Size Code Shank Code Finish Code A (Clinching profile may vary) Due to manufacturing procedure, parts may have a counterbore at shank end. Thread Size Type A Min. Hole Size Dist Min. Fastener Material Thread Shank (Shank) Sheet in Sheet C E T Hole C/L...
Open the catalog to page 6
SELF-CLINCHING NUTS STEEL, SELF-LOCKING AND NON-LOCKING NUTS - TYPES H/HNL • Meets torque requirements for IFI 100/107 Grade B (unified) and ANSI B18.16.1M (metric) locknuts. • Type H is recommended for use in sheets HRB 80 / HB 150 or less. • Type HNL is recommended for use in sheets HRB 60 / HB 107 or less. PART NUMBER DESIGNATION H – 0616 ZI H N L – 0616 LZ Type Not Locking Heattreated Thread Finish Size Code Code Clinching profile may vary. Hole Size In Sheet +.005 -.000 Thread Code Min. Dist. HoleC/L To Edge Hole Size In Sheet +0.13 All dimensions are in millimeters. Type Thread Size x...
Open the catalog to page 7
SELF-CLINCHING NUTS TRI-DENT® LOCKNUTS - TYPE SL™ • 3 cycle locking performance. (1) • Recommended for use in sheets HRB 80 / HB 150 or less. PART NUMBER DESIGNATION S L – 632 1 ZI Type Locking Thread Shank Finish Size Code Code Code A Clinching profile may vary. PEM TRI-DENT® Locking Feature All dimensions are in inches. A Hole Size Min. Dist. Thread Type Thread Shank (Shank) Min. Sheet In Sheet C E T Hole C/L Size Code Code Max. Thickness –.000 +.003 Max. ±.010 ±.010 To Edge 1 .038 .040 2 .054 .056 Thread Code Thread Size x Pitch Shank Code Hole Size In Sheet +0.08 Min. Dist Hole C/L To...
Open the catalog to page 8
SELF-CLINCHING NUTS MATERIAL AND FINISH SPECIFICATIONS Threads Fastener Materials Standard Finishes Meets Torque Zinc Cadmium Spec Requirements Plated, AMSSAE for IFI 100/ 5µm, QQ-P-416, 107 Grade B Age Passivated Zinc Colorless Zinc Type I, Internal (unified) and 3 Cycle Heat 300 Hardened and/or Plated, Plus Plated, Class 3, ASME B1.1 ANSI B18. Locking Treated Series A286 Tested 5µm, Sealant/ No 5µm, Plus Clear 2B/ASME 16.1M (metric) Perfor- Carbon Stainless Carbon Hardened Stainless per ASTM Colorless Lubricant Finish Yellow Chromate Type B1.13M, 6H Locknuts mance Steel Steel Aluminum...
Open the catalog to page 9
SELF-CLINCHING NUTS INSTALLATION - TYPES S/SL/SMPS/SS/CLS/CLSS/CLA/H/HNL 1. Prepare properly sized mounting hole in sheet. Do not perform any secondary operations such as deburring. 2. Place fastener into the anvil hole and place the mounting hole over the shank of the fastener as shown in diagram to the right. 3. With installation punch and anvil surfaces parallel, apply squeezing force until the head of the nut comes into contact with the sheet material. COUNTERBORE ANVIL Types CLS/S Thread Sizes 3/8, 7/16, 1/2, M10 and M12 Types H/HNL Thread Sizes 5/16, 3/8, M8 and M10 45˚ x .050”/ 1.27...
Open the catalog to page 10
SELF-CLINCHING NUTS INSTALLATION - TYPE SP(1) 1. Prepare properly sized mounting hole in sheet. Do not perform any secondary operations such as deburring. 2. Place fastener into the recommended counterbore anvil hole and place the mounting hole over the shank of the fastener as shown in diagram. 3. With installation punch and anvil surfaces parallel, apply squeezing force until the head of the nut comes into contact with the sheet material. PEMSERTER® Installation Tooling RECOMMENDED COUNTERBORE ANVIL A (1) For best results, we recommend using the installation punch and anvil shown....
Open the catalog to page 11All PENN Engineering catalogs and technical brochures
-
 SO
SO12 Pages
-
 LN
LN24 Pages
-
 FH
FH32 Pages
-
 FE
FE6 Pages
-
 CL™
CL™16 Pages
-
 CH 1217
CH 12176 Pages
-
 B 916
B 9164 Pages
-
 ALA 1217
ALA 12174 Pages
-
 Index 118
Index 1188 Pages
-
 SF 1115
SF 11158 Pages
-
 SK 814
SK 8146 Pages
-
 SO 1214
SO 121412 Pages
-
 SS 416
SS 41624 Pages
-
 SSA 913
SSA 9136 Pages
-
 TD 415
TD 4156 Pages
-
 VM 715
VM 7156 Pages
-
 WN 1015
WN 10154 Pages
-
 RA 215
RA 2158 Pages
-
 PF 415
PF 41544 Pages
-
 MPF 116
MPF 11616 Pages
-
 LN 414
LN 41420 Pages
-
 K 1015
K 101520 Pages
-
 FH 116
FH 11632 Pages
-
 FE 315
FE 3156 Pages
-
 F 1214
F 12144 Pages
-
 B 814
B 8144 Pages
-
 CH 1115
CH 11156 Pages
-
 ALA 314
ALA 3144 Pages
-
 Index 914
Index 9146 Pages
-
 Self-Clinching Studs/ Pins
Self-Clinching Studs/ Pins32 Pages
-
 Self Locking Fasteners
Self Locking Fasteners20 Pages
-
 microPEM® Fasteners
microPEM® Fasteners16 Pages
-
 Right Angle Clinch Fasteners
Right Angle Clinch Fasteners8 Pages
-
 Snap-Top®
Snap-Top®6 Pages
-
 SMTPF 1015
SMTPF 10152 Pages
-
 PEMSERTER® Presses
PEMSERTER® Presses16 Pages
-
 StickScrew® System
StickScrew® System4 Pages
-
 Automotive Components
Automotive Components8 Pages
-
 Threaded Inserts for Plastics
Threaded Inserts for Plastics20 Pages
-
 Access Hardware
Access Hardware44 Pages
-
 Self-Clinching Nuts
Self-Clinching Nuts12 Pages
-
 Quick Product Locator
Quick Product Locator6 Pages
-
 self-locking fasteners
self-locking fasteners20 Pages
-
 PEM® Heavy Duty Clinch Studs
PEM® Heavy Duty Clinch Studs2 Pages
-
 Self-Clinching Fastener Handbook
Self-Clinching Fastener Handbook16 Pages
-
 Blu-Coat? Thread Mask
Blu-Coat? Thread Mask1 Pages
-
 PEM microPEM® TackPin? Fasteners
PEM microPEM® TackPin? Fasteners12 Pages
-
 Heat Sink Mounting System
Heat Sink Mounting System4 Pages
-
 Turret Tool System
Turret Tool System2 Pages
-
 PEMSERTER Series 4 Press
PEMSERTER Series 4 Press2 Pages
-
 In Die Feeding System
In Die Feeding System4 Pages
-
 PEMSERTER Series 2000 Press
PEMSERTER Series 2000 Press2 Pages
-
 PEMSERTER Series 3000 Press
PEMSERTER Series 3000 Press2 Pages
-
 Atlas Type AEKC
Atlas Type AEKC1 Pages
-
 Atlas Condensed Catalog
Atlas Condensed Catalog4 Pages
-
 Self-Clinching Standoffs
Self-Clinching Standoffs12 Pages
-
 SpotFast® Fasteners
SpotFast® Fasteners8 Pages
-
 Flush Self-Clinching
Flush Self-Clinching4 Pages
-
 PEMSERTER Catalog
PEMSERTER Catalog16 Pages
-
 StickScrew® System
StickScrew® System4 Pages
-
 Self-Clinching Cable Tie Mounts
Self-Clinching Cable Tie Mounts6 Pages
-
 SpotFast® Fasteners
SpotFast® Fasteners8 Pages
-
 Spinning Clinch Bolt
Spinning Clinch Bolt4 Pages































Archived catalogs
-
 Product Guide
Product Guide12 Pages