MQL (MINIMUM QUANTITY LUBRICATION) TOOLHOLDERS
1 /12Pages

MQL (MINIMUM QUANTITY LUBRICATION) TOOLHOLDERS
1 /12Pages
Catalog excerpts

Collets for Semi-dry machining FDC-MS type
Open the catalog to page 1
Functions of coolant What is MQL (semi-dry) machining? Background of minimal coolant Background of minimal coolant ① Energy saving 5. Background of minimal coolant ② Disposal of waste coolant Semi-dry collets (MS collet) Function of MS collet Ms collet together with R-Zero holder MQL machining examples
Open the catalog to page 2
Three principal effects of coolant Lubrication : Lubrication of contact surface between cutting edge and workpiece. Suppressing the wear of cutting tools. Cooling : Removal of machining heat. Stable dimension precision. Prolonged tool life. Removal of chip : Removing chip during working, and preventing bite of chip. Transport and removal of chip around a work. Dry cutting with no use of coolant is the most ideal in terms of both Dry cutting with no use of coolant is the most ideal in terms of both environment and cost. environment and cost. However, it is very difficult to establish high-grade...
Open the catalog to page 3
2. M.Q.L machining method (Semi-dry machining) Minimum Quantity Lubrication Minimum Quantity Lubrication Machiningmethod with minimum amount of oiling. Machining method with minimum amount of oiling. M.Q.L machining in general refers to the method of supplying cutting oil about 33M.Q.L machining in general refers to the method of supplying cutting oil about 25ml/h and turning it into mist together with compressed air for feeding to cutting 25ml/h and turning it into mist together with compressed air for feeding to cutting point, which is also called semi-dry machining. point, which is also called...
Open the catalog to page 4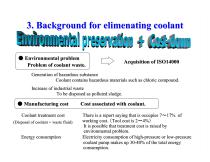
3. Background for elimenating coolant ● Environmental problem Problem of coolant waste. Generation of hazardous substance Coolant contains hazardous materials such as chloric compound. Increase of industrial waste To be disposed as polluted sludge. ● Manufacturing cost Coolant treatment cost (Disposal of coolant + waste fluid) Energy consumption Cost associated with coolant. There is a report saying that is occupies 717% of working cost. Tool cost is 24% It is possible that treatment cost is raised by environmental problem. Electricity consumption of high-pressure or low-pressure coolant pump...
Open the catalog to page 5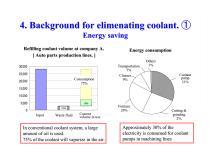
4. Background for elimenating coolant. ① Energy saving Refilling coolant volume at company A. [ Auto parts production lines. ] 30,000 25,000 Energy consumption Transportation 搬送機 7% 7% 洗浄機 Cleaner 9% 9% Waste fluid 現在使用量 Current volume in use In conventional coolant system, a large amount of oil is used. 75% of the coolant will vaporize in the air. Approximately 30% of the electricity is consumed for coolant pumps in machining lines
Open the catalog to page 6
5. Background for elimenating coolant. ② Cost reduction of waste liquid disposal. 廃油 Waste oil 3% 3% 廃塗料 Waste point 8% 8% クーラント廃液 Waste coolant 42% Wastes generated from machining lines are slag, sludge, worn tools and waste fluid. 紙、木類 wood 30% Slag, sludge and worn tools can be recycled, while waste fluid must be burned. Disposal of waste liquid makes up 40% of total waste disposal cost.
Open the catalog to page 7
6. Collets for semi-dry machning FDC - MS type Short slits Oil mist discharging port in 6 positions.
Open the catalog to page 8
7. Function of collets for Semi-dry machining For tool without oil hole Injecting oil mist along the outer diameter of tool. (6 positions) For tool with oil hole Jet-spraying of oil mist to cutting edge and cutter's lateral face Lubrication for the cutting edge. Feed removal of chip. Lubrication for peripheral cutting edge. ・Preventing bite of chip. ・ Lubricating cutting edge from cutter's lateral face Lubrication for peripheral cutting edge. Injecting oil mist along the outer diameter of tool. (6 positions) ・ Optimum and calculated groove shape for injecting oil mist allows positive supply of...
Open the catalog to page 9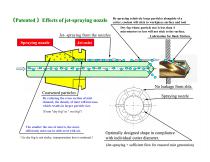
《Patented 》 Effects of jet-spraying nozzle Jet- spraying from the nozzles Spraying nozzle By spraying relatively large particles alongside of a cutter, coolant will stick to workpiece surface and tool Dry fog whose particle size is less than 4 micrometers or less will not stick to the surface. Lubrication for flank friction. No leakage from slits. Coarsened particles By reducing the cross section of mist channel, the density of mist will increase, which results in larger particle size. Spraying nozzle The smaller the size of mist is, the more efficiently mist can be delivered with air. As dry...
Open the catalog to page 10
8. MS collet together with R-Zero holder R-Zero collet chuck + coolant collet for semi-dry machining = High precision deep hole making Run-out accuracy of the cutting edge is decreased to 2μm or less. R-zero collet holder Collet for Semi-dry machining
Open the catalog to page 11
9. Semi-dry machining example Φ5 Long drill with oil hole Deep hole machining (L/D = 20) Cutting conditions Holder Work piece Cutting tool BT30-HDZ09-75 + FDC-05009-MS MITSUBISHI MATERIAL Carbide drill with oil hole φ Tool length 130mm Semi-dry (Center through) Cutting speed Feed Cycle time 12 sec/ 1 hole (Excluding working time of guide hole.)
Open the catalog to page 12All NT Tool catalogs and technical brochures
 Power Hydro Chuck
Power Hydro Chuck13 Pages
 Collet Type Floating Holder
Collet Type Floating Holder2 Pages
 BCL - BT Clamper
BCL - BT Clamper1 Page
 UTS series
UTS series36 Pages
 HSK-T series
HSK-T series8 Pages
 HSK serires
HSK serires85 Pages
 AHO series
AHO series42 Pages
 CAT series
CAT series55 Pages
 BT series
BT series142 Pages
 HSK Clamper
HSK Clamper1 Page
 Slim Hydro Chuck PHC·S
Slim Hydro Chuck PHC·S8 Pages
 General Catalog
General Catalog586 Pages
 OTP Optical Tool Presetter
OTP Optical Tool Presetter6 Pages
 "R"- ZERO HOLDER
"R"- ZERO HOLDER9 Pages
 ZERO MASTER / ZM-1
ZERO MASTER / ZM-11 Page
 MORSE TAPER ADAPTERS / MTA
MORSE TAPER ADAPTERS / MTA2 Pages
 TAP HOLDERS / TP3B
TAP HOLDERS / TP3B2 Pages
 EASY PRESET SERIES / STM
EASY PRESET SERIES / STM11 Pages
 SHRINKFIT HOLDERS / SRE
SHRINKFIT HOLDERS / SRE8 Pages
 ER COLLET CHUCKS / ERC
ER COLLET CHUCKS / ERC12 Pages
 HDC COLLET CHUCKS / HDC-A
HDC COLLET CHUCKS / HDC-A7 Pages
 GDC COLLET CHUCKS / GDC
GDC COLLET CHUCKS / GDC4 Pages
 R-ZERO SETTER / SPZ-2
R-ZERO SETTER / SPZ-21 Page
 EASY PRESET SERIES / SDM
EASY PRESET SERIES / SDM7 Pages
 Straight Drill Chuck
Straight Drill Chuck7 Pages
 HSK Tightening Fixture
HSK Tightening Fixture2 Pages
 Simple Setter
Simple Setter7 Pages
 Side Lock Holders
Side Lock Holders8 Pages
 Jacobs Taper Arbors
Jacobs Taper Arbors2 Pages
 High Precision Coolant Collets
High Precision Coolant Collets10 Pages
 Chamfering Cutter Series
Chamfering Cutter Series4 Pages
 Quick Change Stub Tapper
Quick Change Stub Tapper4 Pages
 Quick Change Stub Holder
Quick Change Stub Holder5 Pages
 Milling Chuck Collets
Milling Chuck Collets13 Pages
 Contactless Tool Presetter
Contactless Tool Presetter6 Pages
 Coolant Inducer
Coolant Inducer4 Pages
 Hyper Spindle
Hyper Spindle3 Pages
 Angle Heads
Angle Heads7 Pages
 Keyless Drill Chucks
Keyless Drill Chucks2 Pages
 Synchronous Tap Holder
Synchronous Tap Holder11 Pages
 Shrink-Fit Holders
Shrink-Fit Holders8 Pages
 Heating Device
Heating Device3 Pages
 R-Zero collet chucks
R-Zero collet chucks9 Pages
 New Generation Milling Chucks
New Generation Milling Chucks15 Pages











- Milling chuck
- Drilling chuck
- High-precision chuck
- Collet chuck
- Milling tool holder
- Collet tool holder
- Drilling tool holder
- BT chuck
- High-precision tool holder
- Morse taper chuck
- Angle gear drives
- Tapping holder
- Quick-change chuck
- BT tool holder
- ER collet chuck
- High-rigidity chuck
- Morse taper tool holder
- High-rigidity tool holder
- Quick-change tool holder