CTS SUPER TITE-LOCK MILLING CHUCK
1 /11Pages

CTS SUPER TITE-LOCK MILLING CHUCK
1 /11Pages
Catalog excerpts
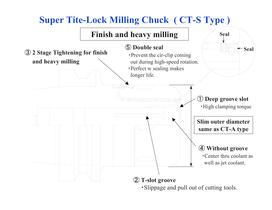
Super Tite-Lock Milling Chuck ( CT-S Type ) Finish and heavy milling ③ 2 Stage Tightening for finish and heavy milling Seal ⑤ Double seal Seal ・Prevent the cir-clip coming out during high-speed rotation. ・Perfect w sealing makes longer life. ① Deep groove slot ・High clamping torque Slim outer diameter same as CT-A type ④ Without groove ・Center thru coolant as well as jet coolant. ② T-slot groove ・Slippage and pull out of cutting tools.
Open the catalog to page 2
Advantage 1 T slot + Deep groove slot heavy milling Deep groove slot ・ High clamping force T slot Deep groove slot High clamping force Reducing micro vibration which results in stable heavy cutting
Open the catalog to page 3
Advantage 2 NT original patented T slot design minimizes slippage and pull out ! Axial direction slot Radial direction slot Axial direction slot Shank Tool shank Cutting tool Cutting tool Prevention of slippage Prevention of pulling out NT Original T slot prevents slippage and pull out of cutting tools, suitable for roughing applications !
Open the catalog to page 4
Advantage 3 2 stage clamping for roughing and finishing! Black ring Clamping for High rigidity ・STAGE ONE! Finish milling : Tighten clamping ring till the black area is not visible. ・STAGE TWO! Heavy milling : Tighten clamping ring up to the maximum torque.
Open the catalog to page 5
Advantage 4 Center thru coolant as well as jet coolant With NT specially designed MC-OH and MC-C collets, capable to make a thru coolant and jet coolant operations.
Open the catalog to page 6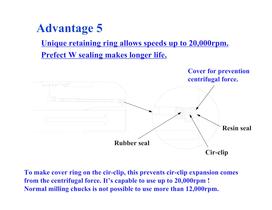
Advantage 5 Unique retaining ring allows speeds up to 20,000rpm. Prefect W sealing makes longer life. Cover for prevention centrifugal force. Resin seal Rubber seal Cir-clip To make cover ring on the cir-clip, this prevents cir-clip expansion comes from the centrifugal force. It’s capable to use up to 20,000rpm ! Normal milling chucks is not possible to use more than 12,000rpm.
Open the catalog to page 7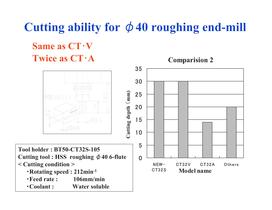
Cutting ability for φ40 roughing end-mill Same as CTV Twice as CTA Comparision 2 35 Cutting depth mm) 30 Tool holder : BT50-CT32S-105 Cutting tool : HSS roughing φ40 6-flute < Cutting condition > ・Rotating speed : 212min-1 ・Feed rate : 106mm/min ・Coolant : Water soluble 25 20 15 10 5 0 NEWCT3 2 S CT3 2 V CT3 2 A Model name Oth e rs
Open the catalog to page 8
Cutting ability for φ32 end-mill More than CTV Twice as CTA Comparision 1 4 Cutting depth (mm) 3.5 Tool holder : BT50-CT32S-105 Cutting tool : HSS coating φ32 4-flute < Cutting condition > ・Rotating speed : 380min-1 ・Feed rate : 152mm/min ・Coolant : Water soluble 3 2.5 2 1.5 1 0.5 0 NEWCT32S CT32V CT32A Model name Others
Open the catalog to page 9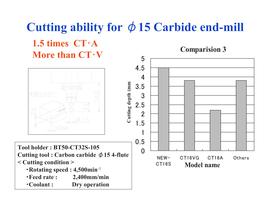
Cutting ability for φ15 Carbide end-mill 1.5 times CTA More than CTV Comparision 3 Cutting depth (mm) 5 4.5 4 3.5 3 2.5 2 1.5 1 0.5 Tool holder : BT50-CT32S-105 0 Cutting tool : Carbon carbide φ15 4-flute < Cutting condition > ・Rotating speed : 4,500min-1 ・Feed rate : 2,400mm/min ・Coolant : Dry operation NEWCT16S CT16VG CT16A Model name Others
Open the catalog to page 10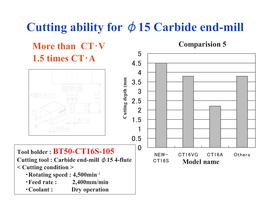
Cutting ability for φ15 Carbide end-mill Comparision 5 Cutting depth (mm) More than CTV 1.5 times CTA 5 4.5 4 3.5 3 2.5 2 1.5 1 0.5 0 Tool holder : BT50-CT16S-105 Cutting tool : Carbide end-mill φ15 4-flute < Cutting condition > ・Rotating speed : 4,500min-1 ・Feed rate : 2,400mm/min ・Coolant : Dry operation NEWCT16S CT16VG CT16A Model name Others
Open the catalog to page 11All NT Tool catalogs and technical brochures
 Power Hydro Chuck
Power Hydro Chuck13 Pages
 Collet Type Floating Holder
Collet Type Floating Holder2 Pages
 BCL - BT Clamper
BCL - BT Clamper1 Page
 UTS series
UTS series36 Pages
 HSK-T series
HSK-T series8 Pages
 HSK serires
HSK serires85 Pages
 AHO series
AHO series42 Pages
 CAT series
CAT series55 Pages
 BT series
BT series142 Pages
 HSK Clamper
HSK Clamper1 Page
 Slim Hydro Chuck PHC·S
Slim Hydro Chuck PHC·S8 Pages
 General Catalog
General Catalog586 Pages
 OTP Optical Tool Presetter
OTP Optical Tool Presetter6 Pages
 "R"- ZERO HOLDER
"R"- ZERO HOLDER9 Pages
 ZERO MASTER / ZM-1
ZERO MASTER / ZM-11 Page
 MORSE TAPER ADAPTERS / MTA
MORSE TAPER ADAPTERS / MTA2 Pages
 TAP HOLDERS / TP3B
TAP HOLDERS / TP3B2 Pages
 EASY PRESET SERIES / STM
EASY PRESET SERIES / STM11 Pages
 SHRINKFIT HOLDERS / SRE
SHRINKFIT HOLDERS / SRE8 Pages
 ER COLLET CHUCKS / ERC
ER COLLET CHUCKS / ERC12 Pages
 HDC COLLET CHUCKS / HDC-A
HDC COLLET CHUCKS / HDC-A7 Pages
 GDC COLLET CHUCKS / GDC
GDC COLLET CHUCKS / GDC4 Pages
 R-ZERO SETTER / SPZ-2
R-ZERO SETTER / SPZ-21 Page
 EASY PRESET SERIES / SDM
EASY PRESET SERIES / SDM7 Pages
 Straight Drill Chuck
Straight Drill Chuck7 Pages
 HSK Tightening Fixture
HSK Tightening Fixture2 Pages
 Simple Setter
Simple Setter7 Pages
 Side Lock Holders
Side Lock Holders8 Pages
 Jacobs Taper Arbors
Jacobs Taper Arbors2 Pages
 High Precision Coolant Collets
High Precision Coolant Collets10 Pages
 Chamfering Cutter Series
Chamfering Cutter Series4 Pages
 Quick Change Stub Tapper
Quick Change Stub Tapper4 Pages
 Quick Change Stub Holder
Quick Change Stub Holder5 Pages
 Milling Chuck Collets
Milling Chuck Collets13 Pages
 Contactless Tool Presetter
Contactless Tool Presetter6 Pages
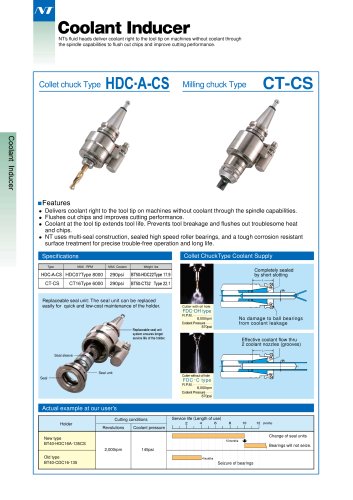 Coolant Inducer
Coolant Inducer4 Pages
 Hyper Spindle
Hyper Spindle3 Pages
 Angle Heads
Angle Heads7 Pages
 Keyless Drill Chucks
Keyless Drill Chucks2 Pages
 Synchronous Tap Holder
Synchronous Tap Holder11 Pages
 Shrink-Fit Holders
Shrink-Fit Holders8 Pages
 Heating Device
Heating Device3 Pages
 R-Zero collet chucks
R-Zero collet chucks9 Pages
 New Generation Milling Chucks
New Generation Milling Chucks15 Pages











- Drilling chuck
- High-precision chuck
- Collet chuck
- Milling tool holder
- Collet tool holder
- Drilling tool holder
- BT chuck
- High-precision tool holder
- Morse taper chuck
- Angle gear drives
- Tapping holder
- Quick-change chuck
- BT tool holder
- ER collet chuck
- High-rigidity chuck
- Morse taper tool holder
- High-rigidity tool holder
- Quick-change tool holder