- Catalogs
- Morgan Molten Metal Systems
- IsoAlustar Crucible Brochure
IsoAlustar Crucible Brochure

IsoAlustar Crucible Brochure
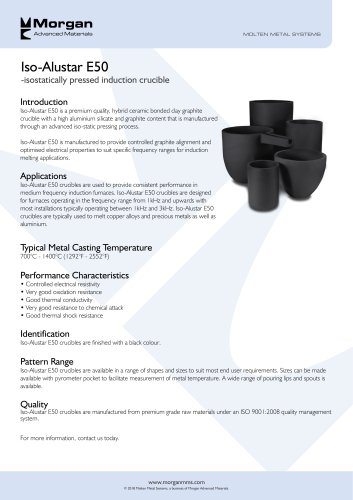
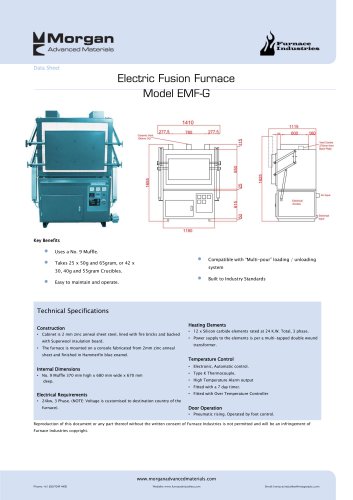
Description: ISO-ALUSTAR crucibles are high-quality products made using high-pressure iso-static pressing, offering excellent oxidation resistance and mechanical durability. They are designed for use in aluminium alloy applications, providing superior resistance to melt treatment agents.
Applications: Suitable for aluminium holding and melting in electric resistance and gas furnaces, as well as for zinc and zinc alloys.
Typical Metal Casting Temperature: Aluminium: 620 - 900°C; Zinc: 450 - 550°C.
Performance Characteristics: High resistance to chemical agents, mechanical strength, oxidation resistance, consistent density, and fast melting speed.
Identification: Finished in green with pattern coding suffix ALUS.
Pattern Range: Available in various shapes and sizes, with options for pyrometer pockets and pouring spouts.
Quality: Manufactured to ISO9000:2000 standards.
Preheating/First Use: Detailed preheating instructions for electric and gas furnaces to ensure optimal performance.
Charging: Guidelines for charging and melting procedures.
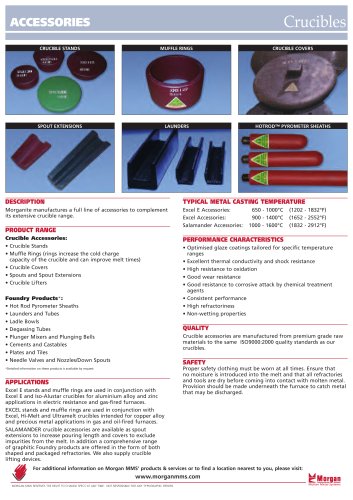
Description: Morganite offers a full line of accessories to complement its crucible range.
Product Range: Includes stands, muffle rings, covers, spouts, and more.
Applications: Used with various crucible types for different metal applications.
Performance Characteristics: Optimized glaze coatings, thermal conductivity, oxidation resistance, and more.
Quality: Manufactured to ISO9000:2000 standards.
Safety: Emphasizes the importance of safety clothing and dry tools.
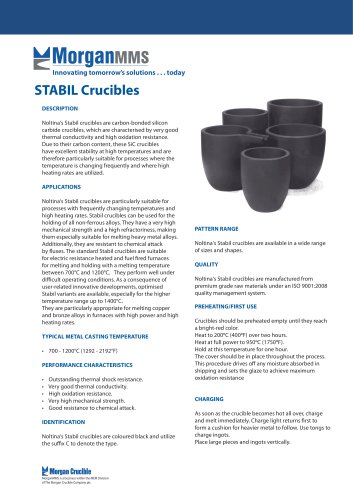
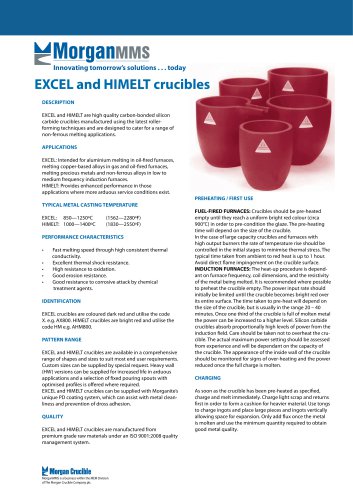
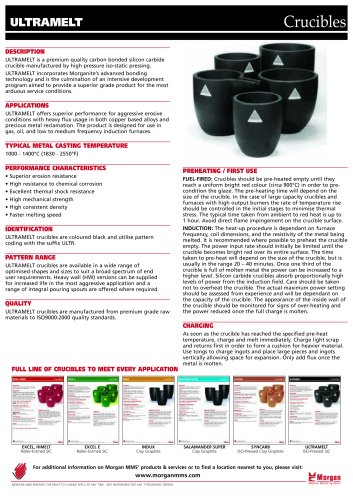
Description: High-quality carbon-bonded silicon carbide crucibles for non-ferrous melting applications.
Applications: Suitable for aluminium, copper-based alloys, and precious metals.
Typical Metal Casting Temperature: 1000 - 1400°C.
Performance Characteristics: Fast melting speed, thermal shock resistance, oxidation resistance.
Identification: EXCEL is dark red, HIMELT is bright red.
Pattern Range: Available in various shapes and sizes, with custom options.
Quality: Manufactured to ISO9000:2000 standards.
Preheating/First Use: Detailed preheating instructions for fuel-fired and induction furnaces.
Charging: Guidelines for charging and melting procedures.
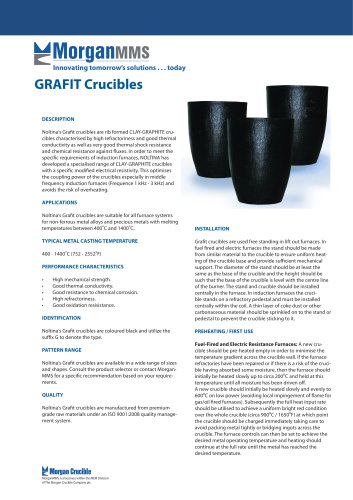
Description: Ceramic bonded clay graphite crucibles for induction melting applications.
Applications: Used in medium frequency induction furnaces for copper alloys and precious metals.
Typical Metal Casting Temperature: 850 - 1600°C.
Performance Characteristics: Controlled electrical resistivity, thermal conductivity, chemical corrosion resistance.
Identification: Coloured black with suffix INDL or INDH.
Pattern Range: Available in various sizes and shapes.
Quality: Manufactured to ISO9000:2000 standards.
Preheating/First Use: Specific preheating procedures for different furnace types.
Charging: Guidelines for charging and melting procedures.
Description: High-quality ceramic bonded clay graphite crucibles for fuel-fired and induction furnaces.
Applications: Used for melting precious metals and some ferrous alloys.
Typical Metal Casting Temperature: 850 - 1600°C.
Performance Characteristics: Clean melting, thermal conductivity, chemical corrosion resistance.
Identification: Coloured black, with some smaller sizes unpainted.
Pattern Range: Available in various sizes and shapes.
This document provides detailed specifications, procedures, and recommendations for the use of Salamander Super and ULTRAMELT crucibles, manufactured by Morganite Crucible Ltd. It covers aspects such as quality standards, preheating procedures, charging instructions, and installation guidelines for various types of furnaces.
- Salamander Super Crucibles: Made from premium-grade raw materials, adhering to ISO9000:2000 quality standards. Available in standard or bottom pour configurations.
- ULTRAMELT Crucibles: Carbon bonded silicon carbide crucibles, manufactured using high-pressure iso-static pressing. Designed for aggressive erosive conditions and heavy flux usage.
- Fuel-Fired Furnaces: Crucibles should be pre-heated empty to minimize temperature gradients. Initial heating should be slow, reaching 200ºC to remove moisture, then gradually increased to 900ºC.
- Induction Furnaces: Preheat the crucible empty, starting at 20% power until red heat is visible, then increase to 50% power. Once half full of molten metal, increase to maximum power.
Charge light scrap first to form a cushion, then add heavier materials and ingots vertically. Flux should only be added once the metal is molten.
- Bale-Out Furnaces: Ensure an 8mm gap between the crucible and furnace lining for expansion. Use ceramic fibre to insulate the chamber.
- Tilting Furnaces: Cement the stand centrally, use grip bricks for expansion gaps, and ensure a 38mm space under the spout.
- Store crucibles in a dry, warm place, off the floor.
- Check for cracks or damage before use.
- Clean crucibles daily while hot to remove oxide dross.
- Wear proper safety clothing and ensure no moisture enters the melt.
The document lists various crucible shapes and sizes, including those for lift-out, bale-out, and tilting furnaces, with specific dimensions provided for each type.
Catalog excerpts

CRUCIBLESTANDS MUFFLERINGS CRUCIBLECOVERS EXCEL and HIMELT are high quality carbon-bonded silicon carbide crucibles manufactured using the latest roller-forming techniques and are designed to cater for a range of non-ferrous melting applications. Excel E is a high quality carbon-bonded silicon carbide crucible manufactured using the latest roller-forming techniques and incorporating a special multi-phase glaze protection system.This product range is designed for aluminium melting andholding applications. INDUX is a high quality ceramic bonded clay graphite crucible range manufactured to provide controlled graphite alignment and optimised electrical properties to suit specific frequency ranges for induction melting applications. SALAMANDER SUPER is a high quality ceramic bonded clay graphite crucible range manufactured by plastic forming techniques. ULTRAMELT is a premium quality carbon bonded silicon carbide crucible manufactured by high pressure iso-static pressing.ULTRAMELT incorporates MorganiteВs advanced bondingtechnology and is the culmination of an intensive development program aimed to provide a superior grade product for the most arduous service conditions. INDUCTION FURNACES: Small Salamander Super crucibles aresometimes used in medium to high frequency induction furnaces. The heat-up procedure is dependent on furnace frequency, coil dimensions, and the resistivity of the metal being melted. It is recommended where possible to preheat the crucible empty. The furnace should initially be run at 20% of maximum power until the crucible shows signs of red heat. After 30 minutes the power can be increased to 50% of the maximum. Loosely charge the crucible with metal and maintain the power level at 50% until approximately half the crucible contains molten metal. The power should then be increased to maximum. > EXCEL is intended for aluminium melting in oil-fired furnaces, melting copper-based alloys in gas and oil-fired furnaces, melting precious metals and non-ferrous allys in low to medium frequency induction furnaces. HIMELT provides enhanced performance in those applicationswhere more arduous service conditions exist. SALAMANDER SUPER crucibles are used to provide consistent performance in fuel-fired furnaces and medium / high frequency induction furnaces. The smaller sizes are typically used to melt precious metals, while larger sizes can be used for some ferrous alloys such as grey iron as well as to melt non-ferrous alloys. > INDUX crucibles are used to provide consistent performance in medium frequency induction furnaces. INDUX L crucibles are designed for furnaces operating at 1 2 kHz. INDUX H crucibles are suited to furnaces operating at frequencies from 3kHz and upwards. INDUX crucibles are typically used to melt copper alloys and precious metals. EXCEL E is used for melting, holding and melt/holding of aluminium alloys in electric resistance and gas-fired furnaces. > ULTRAMELT offers superior performance for aggressive erosive conditions with heavy flux usage in both copper based alloys and precious metal reclamation. The product is designed for use in gas, oil, and low to medium frequency induction furnaces. > SPOUTEXTENSIONS LAUNDERS HOTROD֙ PYROMETERSHEATHS 620 - 900C (1148 - 1652аF) > 1000 - 1400C (1830 - 2550аF) Fast melting speed through high consistent thermal conductivityՕHigh resistance to oxidationExcellent Thermal Shock resistanceՕEnergy efficient > INDUCTION FURNACES: The heat-up procedure is dependant onfurnace frequency, coil dimensions, and the resistivity of the metal being melted. It is recommended where possible to preheat the crucible empty. The power input rate should initially be limited until the crucible becomes bright red over its entire surface. The time taken to pre-heat will depend on the size of the crucible, but is usually in the range 20 40 minutes. Once one third of the crucible is full of molten metal the power can beincreased to a higher level. Silicon carbide crucibles absorb proportionally high levels of power from the induction field. Care should be taken not to overheat the crucible. The actual maximum power setting should be assessed from experience and will be dependant on the capacity of the crucible. The appearance of the inside wall of the crucible should be monitored for signs of over-heating and the power reduced once the full charge is molten. > ֕Clean meltingGood thermal conductivityՕGood resistance to chemical corrosionHigh refractoriness ՕFast melting speed through high consistent thermal conductivityExcellent thermal shock resistance ՕHigh resistance to oxidationGood erosion resistanceՕGood resistance to corrosive attack by chemical treatmentagents Controlled electrical resistivityՕGood thermal conductivityGood resistance to chemical corrosion ՕHigh refractoriness > INDUCTION: The heat-up procedure is dependant on furnacefrequency, coil dimensions, and the resistivity of the metal being melted. It is recommended where possible to preheat the crucible empty. The power input rate should initially be limited until the crucible becomes bright red over its entire surface. The time taken to pre-heat will depend on the size of the crucible, but is usually in the range 20 40 minutes. Once one third of the crucible is full of molten metal the power can be increased to a higher level. Silicon carbide crucibles absorb proportionally high levels of power from the induction field. Care should be taken not to overheat the crucible. The actual maximum power setting should be assessed from experience and will be dependant on thecapacity of the crucible. The appearance of the inside wall of the crucible should be monitored for signs of over-heating and the power reduced once the full charge is molten. > ֕Superior erosion resistanceHigh resistance to chemical corrosion ՕExcellent thermal shock resistanceHigh mechanical strengthՕHigh consistent densityFaster melting speed > FUEL-FIRED FURNACES: Crucibles should be pre-heated emptyuntil they reach a uniform bright red colour (circa 900հC) in order to pre-condition the glaze. The pre-heating time will depend on the size of the crucible. In the case of large capacity crucibles and furnaces with high output burners the rate of temperature rise should be controlled in the initial stages to minimise thermal stress. The typical time taken from ambient to red heat is up to 1hour. Avoid direct flame impingement on the crucible surface. FUEL-FIRED: Crucibles should be pre-heated empty until theyreach a uniform bright red colour (circa 900C) in order to pre- condition the glaze. The pre-heating time will depend on the size of the crucible. In the case of large capacity crucibles and furnaces with high output burners the rate of temperature rise should be controlled in the initial stages to minimise thermal stress. Avoid direct flame impingement on the crucible surface. > ELECTRIC RESISTANCEFURNACES: Crucibles should be pre-heate d PUSH-UP/DROP COIL FURNACES: The heat-up procedure isdependant on furnace frequency, coil dimensions, and the resistivity of the metal being melted. 3kHz furnaces: It is recommended where possible to preheat thecrucible empty. The furnace should initially be run at 20% of maximum power until the crucible shows signs of red heat. After 30minutes the power can be increased to 50% of the maximum. Loosely charge the crucible with metal and maintain the power level at 50% until approximately half the crucible contains molten metal. The power should then be increased to maximum.1kHz furnaces: The power absorption of the empty crucible maybe too poor therefore it may be necessary to pre-heat with a charge loosely in place in order to provide supplementary heating by conduction from the metal charge. Run the furnace at 20% of maximum power until the crucible shows signs of red heat. If after ? hour the crucible shows no evidence of red heat, increase the power to 50% of maximum. Hold at 50% until half the crucible contains molten metal, then increase to maximum power.Tilting furnaces: INDUX crucibles will be prone to thermal shockif the rate of temperature rise of the metal charge is too rapid. It istherefore recommended that where possible the crucible is pre-heated empty from cold using a maximum of 100Kw, or 50% ofmaximum power, whichever is smaller. Heat the crucible until it becomes bright red. This should take between 20 and 40 minutes. Once the metal charge is added the crucible itself will absorb very little power and will remain at red heat until the metal melts. On subsequent cycles the preheat procedure is unnecessary when the crucible is still red hot. > EXCEL E crucibles are coloured green and utilise the patterncoding X E. e.g. BX401E empty on full power until they reach a uniform bright red colou r > SALAMANDER SUPER crucibles are coloured black except forcertain smaller sizes that are supplied unpainted. Morganite manufactures a full line of accessories to complement its extensive crucible range. Excel E Accessories:650 - 1000аC (1202 - 1832F)Excel Accessories:900 - 1400аC (1652 - 2552F)Salamander Accessories:1000 - 1600аC (1832 - 2912F) (circa 900аC) and held at this temperature for 30 minutes in ord e INDUX crucibles are coloured black and utilize the suffix INDL orINDH to denote the specific type. > to pre-condition the glaze. The crucible can then be charged an d EXCEL crucibles are coloured dark red and utilise the code X. e.g. AX800.HIMELT crucibles are coloured bright red and utilize the code HMe.g. AHM800 > the controller adjusted to achieve the desired operatingtemperature. > Excel E crucibles are available in a comprehensive range of shapes and sizes to suit most end user requirements. Custom sizes can be supplied by special request. Pyrometer hole in the wall and pyrometer pocket configurations are available to facilitate accurate measurement of metal temperature. A selection of fixed pouring spouts with optimised profiles is offered where required for tilting furnace applications. Excel E crucibles can be supplied with Morganites unique PDcoating system, which can assist with metal cleanliness and prevention of dross adhesion. > SALAMANDER SUPER crucibles are available in a range of sizes as A-shapes, F-shapes (bilge), and E-shape cylinders to suit a wide spectrum of end user requirements. Ladle liners are also available in standard or bottom pour configuration. ULTRAMELT crucibles are coloured black and utilise patterncoding with the suffix ULTR. Crucible Accessories: GAS FIRED FURNACES: Crucibles should be pre-heated emptyuntil they reach a uniform bright red colour (circa 900ҰC) and held at this temperature for 30 minutes in order to pre-conditio > INDUX crucibles are available in a range of sizes as A-shapes, F-shapes (bilge), and E-shape cylinders.Contact Morganite for a specific recommendation based on yourfurnace specification Crucible StandsՕMuffle Rings (rings increase the cold charge capacity of the crucible and can improve melt times)Crucible Covers ՕSpouts and Spout ExtensionsCrucible Lifters ՕOptimised glaze coatings tailored for specific temperaturerangesExcellent thermal conductivity and shock resistance ՕHigh resistance to oxidationGood wear resistanceՕGood resistance to corrosive attack by chemical treatmentagentsConsistent performanceՕHigh refractoriness Non-wetting properties n the glaze. The crucible can then be charged and the controller adjusted to achieve the desired operating temperature.The time taken to reach temperature will depend on the size ofthe crucible. In the case of large capacity crucibles and furnaces with high output burners the rate of temperature rise should be controlled in the initial stages to minimise thermal stress before applying the full power of the burner. Avoid direct flame impingement on the crucible surface. > ULTRAMELTcrucibles are available in a wide range of optimised shapes and sizes to suit a broad spectrum of end user requirements. Heavy wall (HW) versions can be supplied and a range of integral pouring spouts are offered where required. EXCEL and HIMELT crucibles are available in a comprehensive range of shapes and sizes to suit most end user requirements. Custom sizes can be supplied by special request. Heavy wall (HW) versions can be supplied for increased life in arduous applications and a selection of fixed pouring spouts with optimised profiles is offered where required for tilting furnaces. EXCEL and HIMELT crucibles can be supplied with MorganiteՒsunique PD coating system, which can assist with metal cleanliness and prevention of dross adhesion. > SALAMANDER SUPER crucibles are manufactured from premiumgrade raw materials to ISO9000:2000 quality standards. Foundry Products * : INDUX crucibles are manufactured from premium grade raw materials to ISO9000:2000 quality standards. Hot Rod Pyrometer Sheaths ՕLaunders and TubesLadle BowlsՕDegassing TubesPlunger Mixers and Plunging BellsՕCements and Castables Plates and TilesՕNeedle Valves and Nozzles/Down Spouts > FUEL-FIRED FURNACES: Anew crucible should be pre-heatedempty in order to minimise the temperature gradient across the crucible wall. If the furnace refractories have been repaired or if there is a risk of the crucible having absorbed some moisture, then the furnace should initially be heated slowly up to circa 200C and held at this temperature until all moisture has been driven off. Anew crucible should initially be heated slowly and evenly to600ںC on low power, avoiding local impingement of flame. Subsequently the full heat input rate should be utilised to achieve a uniform bright red condition over the whole crucible (circa 900C / 1650ںF) at which point the crucible should be charged immediately taking care to avoid packing metal tightly or bridging ingots across the crucible. The furnace controls can then be set to achieve the desired metal operating temperature and heating should continue at the full rate until the metal has reached the desired temperature.Inthe case of crucibles to be fed with molten metal, it isimportant that the crucible body temperature is equivalent toor slightly above that of the molten metal in order to minimise thermal stress. ULTRAMELT crucibles are manufactured from premium grade raw materials to ISO9000:2000 quality standards. EXCEL E crucibles are manufactured from premium grade raw materials to ISO9000:2000 quality standards. > Follow the specified preheat procedure. Charge light scrap and returns first in order to form a cushion for heavier material. Use tongs to charge ingots and place large pieces and ingots vertically allowing space for expansion. Only add flux once the metal is molten As soon as the crucible has been pre-heated as specified, charge and melt immediately.Charge light scrap and returns first in order to form a cushion for heavier material. Use tongs to charg > Assoon as the crucible has reached the specified pre-heat temperature, charge and melt immediately. Charge light scrap and returns first in order to form a cushion for heavier material. Use tongs to charge ingots and place large pieces and ingots vertically allowing space for expansion. Only add flux once the metal is molten. > e As soon as the crucible has reached the specified pre-heat temperature, charge and melt immediately. Charge light scrap and returns first in order to form a cushion for heavier material. Use tongs to charge ingots and place large pieces and ingots vertically allowing space for expansion. Only add flux once the metal is molten. Crucible accessories are manufactured from premium grade rawmaterials to the same ISO9000:2000 quality standards as our crucibles. EXCEL and HIMELT crucibles are manufactured from premium grade raw materials to ISO9000:2000 quality standards. > ingots and place largepieces and ingots vertically allowing spac e As soon as the crucible has been pre-heated as specified, charge and melt immediately. Charge light scrap and returns first in order to form a cushion for heavier material. Use tongs to charge ingots and place large pieces and ingots vertically allowing space for expansion. Only add flux once the metal is molten and use the minimum quantity required to obtain good metal quality. for expansion. Only add flux once the metal is molten and use the minimum quantity required to obtain good metal quality. > *Detailed information on these products is available by request Proper safety clothing must be worn at all times. Ensure that no moisture is introduced into the melt and that all refractories and tools are dry before coming into contact with molten metal. Provision should be made underneath the furnace to catch metal that may be discharged. > Excel E stands and muffle rings are used in conjunction with Excel E and Iso-Alustar crucibles for aluminium alloy and zinc applications in electric resistance and gas-fired furnaces. EXCEL stands and muffle rings are used in conjunction with Excel, Hi-Melt and Ultramelt crucibles intended for copper alloy and precious metal applications in gas and oil-fired furnaces.SALAMANDER crucible accessories are available as spoutextensions to increase pouring length and covers to exclude impurities from the melt. In addition a comprehensive range ofgraphitic Foundry products are offered in the form of both shaped and packa g ed refractories. We also suppl y crucible >
Open the catalog to page 1All Morgan Molten Metal Systems catalogs and technical brochures
 Morganite® Crucibles
Morganite® Crucibles32 Pages
 Noltina® Crucibles
Noltina® Crucibles32 Pages
 Alustar E50
Alustar E502 Pages
 ResCoat Coating
ResCoat Coating2 Pages
 Z2e² PRO Coating
Z2e² PRO Coating2 Pages
 Degassing Rotors
Degassing Rotors2 Pages
 Syncarb Z2 e2
Syncarb Z2 e21 Page
 Ladle Liners
Ladle Liners2 Pages
 Stabil
Stabil2 Pages
 Grafit
Grafit2 Pages
 Excel & Himelt
Excel & Himelt8 Pages
Archived catalogs
 Morgan MMS Furnace Range
Morgan MMS Furnace Range4 Pages
 Crucible Lifter
Crucible Lifter2 Pages
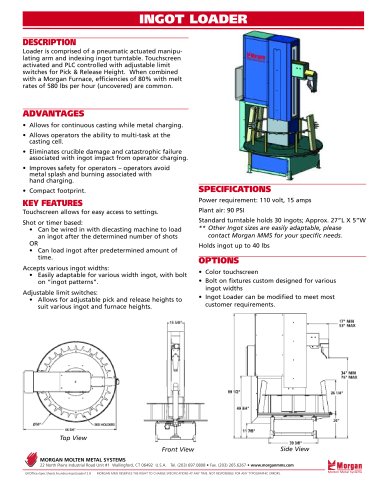 Ingot Loader
Ingot Loader1 Page
 Foundry Products
Foundry Products2 Pages
 Ultramelt Crucible Brochure
Ultramelt Crucible Brochure6 Pages
 Crucible Accessories
Crucible Accessories4 Pages
 Excel HiMelt Brochure
Excel HiMelt Brochure6 Pages
 Salamander Crucible Brochure
Salamander Crucible Brochure4 Pages
 Ultramelt Crucible Brochure
Ultramelt Crucible Brochure4 Pages
 Indux Crucible Brochure
Indux Crucible Brochure4 Pages
 Starrbide Crucible Brochure
Starrbide Crucible Brochure6 Pages
 Excel E Crucible Brochure
Excel E Crucible Brochure4 Pages
