- Catalogs
- Migatronic Welding Equipment LTD.
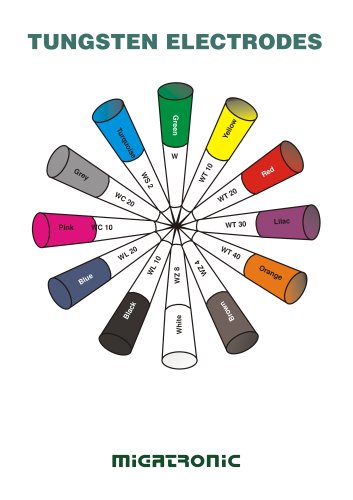
- tungsten electrodes
tungsten electrodes
tungsten electrodes
Tungsten electrodes are essential in welding for enhancing fusion point, ignition properties, arc control, and preventing weld pool contamination. This document reviews various tungsten alloys, detailing their specifications, benefits, and drawbacks.
Pure Tungsten (WP)
- Designation: W
- Colour Code: Green
- Advantages: Ideal for AC welding with excellent arc control.
- Disadvantages: Poor ignition and arc control in DC welding, risk of tungsten particle contamination.
Thorium Alloy Tungsten (WT)
- Designations: WT 10 (Yellow), WT 20 (Red), WT 30 (Lilac), WT 40 (Orange)
- Advantages: Effective for DC welding, enhanced ignition, longevity, and current capacity with higher thorium oxide.
- Disadvantages: Ineffective for AC welding, radioactive concerns during grinding.
Zirconium Alloy Tungsten (WZ)
- Designations: WZ 4 (Brown), WZ 8 (White)
- Advantages: Suitable for AC welding, no tungsten particle contamination.
- Disadvantages: Inferior ignition properties compared to pure tungsten.
Lanthan Alloy Tungsten (WL)
- Designations: WL 10 (Black), WL 20 (Blue)
- Advantages: Suitable for both AC and DC welding, extended lifespan, no slagging, higher fusion point.
- Disadvantages: Lower load capacity than ceriated electrodes.
Cerium Alloy Tungsten (WC)
- Designations: WC 10 (Pink), WC 20 (Grey)
- Advantages: Suitable for both AC and DC welding, excellent ignition properties.
- Disadvantages: Increased wear in DC welding compared to WL 20.
Tungsten Alloy with Rare Materials (WS)
- Designation: WS 2 (Turquoise)
- Advantages: Suitable for both AC and DC welding, reduced slagging.
- Disadvantages: Unknown chemical composition, increased wear in DC welding.
Grinding and Handling
- Tungsten electrodes should be ground longitudinally.
- Pointing angles influence weld pool width.
- Manual breaking of electrodes is prohibited; they should be cut or ground.
Test Results
Comparative tests on different tungsten electrodes for AC and DC welding revealed variations in ignition properties, lifespan, and arc stability.
Conclusion
The document provides comprehensive specifications and performance insights for various tungsten electrode alloys, emphasizing their application suitability and the significance of proper handling and grinding techniques.
Catalog excerpts

Thorium oxidesZirkonium oxidesLanthan oxidesCerium oxides ThOZrOLaOCeO 22232 Rare materials ????????????????????? > To improve the fusion pointՕTo improve ignition properties To improve arc control ՕTo avoid pollution of weld pool > 3 size="-2">
Open the catalog to page 3
Chemical designation=W Density=19.3 g/cmFusion point= 3.380 C Boiling point=6,000а C > 3 Designation = WՕColour code= Green > AC welding, fine arc control > ՕDC welding. Very poor ignition properties and arc controlTendency towards dropping Tungsten particles into the weld pool in connection with ignition > 4 size="-1">
Open the catalog to page 4
Designation= WT 10=0.9 - 1.2 % thorium oxideՕColour code= Yellow Designation= WT 20=1.8 - 2.2 % thorium oxide ՕColour code= Red Designation= WT 30=2.8 - 3.2 % thorium oxide ՕColour code= Lilac Designation= WT 40=3.8 - 4.2 % thorium oxide ՕColour code= Orange > DC weldingՕWhen contents of Thorium oxide increase, electrical resistance will decline whereby the electron liberation will improveThis improves ignition properties, lifetime and current load, at the same time the fusion point increasesՕHigh fusion point (approx. 3,600 C for WT 20) > ЕPoor ability to establish a shiny surface on the electrode...
Open the catalog to page 5
Designation= WZ 4 = 0.3 - 0.5 % zirconium oxideՕColour code= BrownDesignation= WZ 8 = 0.7 - 0.9 % zirconium oxideՕColour code= White > AC weldingՕNo dropping of Tungsten particles into the weld pool >
Open the catalog to page 6
Designation= WL 10 = 0.9 - 1.2 % lanthan oxideՕColour code= BlackDesignation= WL 20 = 1.8 - 2.2 % lanthan oxideՕColour code= Blue > Both AC and DC weldingՕNo tendency towards slagging Longer lifetime than WT electrodes ՕProduces a shiny surface in AC welding Higher fusion point than W-electrodes (3600հC for WL 10) No dropping Tungsten particles into the weld pool in connection with AC welding ignition. > ՕWL 10 (Lanthanated) cannot be loaded as much as WC (Ceriated) electrodes as on ignition they start to drop Tungsten particles into the weld pool, since they have a lower fusion point than WC...
Open the catalog to page 7
Designation= WC 10 = 0.8 - 1.2 % cerium oxideՕColour code= PinkDesignation= WC 20 = 1.8 - 2.2 % cerium oxideՕColour code= Grey > Both AC and DC weldingՕNo tendency towards slagging Fine ignition properties > ՕDC welding causes more wear on electrodes than WL 20 (blue) > 8 size="-1">
Open the catalog to page 8
Designation = WS 2 = ? % rare materialsՕColour code= Turquoise > Both AC and DC weldingՕSmaller tendency towards slagging than WT (Thoriated) AC welding produces a surface on the electrode point > ՕNo details on chemical contentDC welding causes more wear on electrodes than WL 20 (blue)shiny > 9 size="-1">
Open the catalog to page 9
D smallerthan 2.5 mm D largerthan 2.5 mm Approx. 2D Approx. 1.5D >
Open the catalog to page 11
Test period: week 52, 1997Participants: Tests were carried out on standard AC/DC Niels-Jrgen Christiansen, AMU Center, machines. Please note that test results (such Randersas current intensity, re-ignition properties Stig Jensen, Migatronic(HF), (ACt-balance), (ACi-balance), (current frequency) and (electrode preheating) may Tests were carried out to demonstrate be different if other welding machines and whether there are any types of Tungsten shielding gases are used.electrodes available that can be used as alternatives to pure Tungsten electrodes for All AC tests were carried out on a AC welding...
Open the catalog to page 15
Type of electrode Comments Green: WP Pure Tungsten Drops the point at 100 amp. Red: WT 20 2% Thorium oxide Fusion at 180 amp. Orange: WT 40 4% Thorium oxide Fusion at 180 amp. Grey: WC 20 2% Cerium oxide Fusion at 180 amp. Black: WL 10 1% Lanthan oxide Fusion at 180 amp. Blue: WL 20 2% Lanthan oxide Fusion at 180 amp. Turquoise: WS 2 ? % Rare materials Drops the point at 140 amp. > 17 size="-1">
Open the catalog to page 17
Type of electrode Comments Blue: WL 20 2% Lanthan oxide The point forms a small, shiny ball at 150 amp.A ball with dia. like elec. is formed at 180 amp. Drops Tungsten at 220 amp. Arc becomes unstable at 240 amp. Red: WT 20 2% Thorium oxide The point gets a coarse structure at 100 amp. Drops Tungsten at 220 amp. Arc becomes unstable at 260 amp. Green: WP Pure Tungsten The point forms a small, shiny ball at 50 amp. A ball with dia. like elec. is formed at 80 amp. The ball gets a larger dia. than elec. at 140 amp.Drops Tungsten at 200 amp. Arc becomes unstable at 200 amp. Grey: WC 20 2% Cerium...
Open the catalog to page 19
Type of electrode Comments The point gets a coarse structure at 80 amp.A ball with dia. like elec. is formed at 140 amp. Burns down on one side at 200 amp. Drops Tungsten at 260 amp. Arc becomes unstable at 260 amp. Red: WT 20 2% Thorium oxide The point forms a small ball at 30 amp. A ball with dia. like elec. is formed at 60 amp. The ball gets a larger dia. than elec. at 100 amp.Drops Tungsten at 180 amp. Arc becomes unstable at 180 amp. Green: WP Pure Tungsten The point forms a small ball at 90 amp. A ball with dia. like elec. is formed at 160 amp. The ball does not get a larger dia. than elec....
Open the catalog to page 21
See illustration no. 3 Comments The reason may be the almostmaximum load of the electrode. Very fine ignition, produces a shiny ball withthe same dia. as the electrode diameter. Electrode was tested at 180 amp, because the peak load is lower than for other electrodes. Stops after 20 ignitions, since large quantities of Tungsten are dropped into the weld pool. Verycoarse structure of the point after a few stitch weldings. Very fine ignition, but produces a shiny and vibrating ball much larger than the electrodediameter. Fine ignition, produces a shiny ball which is a little larger than the electrode...
Open the catalog to page 23
See illustration no. 4 Comments Stable arc.The point remains intact. Stable arc.More and more slag is produced. The point becomes deformed. After a few ignitions the point was dropped.Ignites up in the gas nozzle.Very unstable arc. Stable arc.More and more slag is produced. The point becomes deformed. Stable arc. The point remains intact. Stable arc.Does not ignite from the electrode point, butabove the point.A small fine ball is produced rather quickly onthe point and maintained. Stable arc.More and more slag is produced. The peak becomes deformed. Total evaluation Parent mat.: Stainless steel...
Open the catalog to page 25All Migatronic Welding Equipment LTD. catalogs and technical brochures
 SIGMA SELECT
SIGMA SELECT8 Pages
 CALL ME COWELDER
CALL ME COWELDER20 Pages
 AUTOMIG 300 PULSE
AUTOMIG 300 PULSE4 Pages
 Robot integration
Robot integration12 Pages
 Call Me CoWelder
Call Me CoWelder4 Pages
 Automig 183
Automig 1832 Pages
 FOCUS TIG 160 DC HP PFC
FOCUS TIG 160 DC HP PFC2 Pages
 EN1090
EN10904 Pages
 Sigma Galaxy
Sigma Galaxy8 Pages
 Sigma²
Sigma²8 Pages
 Omega²
Omega²4 Pages
 Automig² I
Automig² I4 Pages
 Omega Mini
Omega Mini2 Pages
 AUTOMIG
AUTOMIG2 Pages
 MIG
MIG2 Pages
 Focus Stick 120E
Focus Stick 120E2 Pages
 Focus MIG130
Focus MIG1302 Pages
 Focus Stick 160 E PFC
Focus Stick 160 E PFC2 Pages
 Focus TIG 200 AC/DC PFC
Focus TIG 200 AC/DC PFC2 Pages
 Focus TIG 200 DC PFC
Focus TIG 200 DC PFC2 Pages
 OrderFocus TIG 160 DC PFC
OrderFocus TIG 160 DC PFC2 Pages
 Pi
Pi12 Pages
 Zeta
Zeta2 Pages
 Pi Plasma
Pi Plasma3 Pages
 MigaLOG
MigaLOG2 Pages
 welding torches
welding torches40 Pages
 MIGATRONIC ACCESSORIES
MIGATRONIC ACCESSORIES27 Pages
 RallyMIG 161i
RallyMIG 161i2 Pages
 FLEX² 3000
FLEX² 30003 Pages
 Sigma² 300 | 400 | 500
Sigma² 300 | 400 | 50012 Pages
 TIG Torches
TIG Torches16 Pages
 Zeta Plasma cutters Series
Zeta Plasma cutters Series2 Pages
 MIG Series
MIG Series2 Pages







Archived catalogs
 Robot Integrator
Robot Integrator8 Pages
- Fabric clothing
- Automatic welding machine
- Pressure gauge
- Pressure limiter
- Welder
- Single-stage pressure regulator
- Industrial pressure limiter
- Analog pressure gauge
- Arc welder
- Surface treatment brush
- Membrane regulator
- Portable welder
- 9 protection gloves
- Work jacket
- Metal welding machine
- Threaded pressure gauge
- Gas pressure limiter
- Thermal protection clothing
- Gas pressure gauge