- Catalogs
- Microcentric
- CB-NDR Pull to Close Dead Length Collet Chuck Manual
CB-NDR Pull to Close Dead Length Collet Chuck Manual
1 /24Pages

CB-NDR Pull to Close Dead Length Collet Chuck Manual
1 /24Pages
Catalog excerpts

Technical Documentation for CB-NDR Pull to Close Dead Length Collet Chucks
Open the catalog to page 1
Contact & Service Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Precautions for Safe Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Recommended Tightening Torque for Mounting Screws . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Chucking Guidelines 5.1 Accuracy & Runout . . . ....
Open the catalog to page 2
MicroCentric 2.0 INTRODUCTION MicroCentric Collet Chucks offer unmatched accuracy and long term performance. The information contained in this manual, if properly followed, will enable you to take full advantage of your chuck's capabilities. We recommend you read through this entire manual to familiarize yourself with the installation and operation of MicroCentric collet chucks before installing and using your chuck. We also suggest you keep this manual at hand for future reference. Safety Alert Symbol This is the industry "Safety Alert Symbol". This symbol is used to call your attention to items...
Open the catalog to page 3
Switch off power to the machine before installing, or changing the chuck. The machine spindle may inadvertantly be switched on, and the turret indexed or jogged potentially causing serious injury to the operator. Do not operate the control valve (foot pedal) or solenoid valve during spindle rotation. The workpiece will be thrown from the chuck potentially causing serious injury to the operator.
Open the catalog to page 4
Do not start the machine with the door open. The operator could be injured by cutting chips or other flying debris.
Open the catalog to page 5
Long workpieces should be supported by a live center in the tail stock or by a steady rest. The workpiece can be thrown from the chuck if it is too long and not properly supported. Never hit the outside of the chuck, the tapered sleeve, or the workpiece with a hammer The workpiece can be thrown from the chuck if the chuck is damaged. The workpiece can be thrown from the chuck due to damage which may be caused to the chuck. Do not attempt to modify the chuck or any or its' components.
Open the catalog to page 6
MicroCentric 5.0 CHUCKING GUIDELINES 5.1 ACCURACY AND RUNOUT To obtain high accuracy workholding it is important to correctly match the collet diameter to the workpiece diameter being clamped. Each workpiece has a dimensional tolerance, and to achieve best chucking accuracy the collet should be sized to correspond to the largest diameter of the workpiece’s range. Figure 5.1 illustrates the principle of single line contact by each collet segment. This condition will enable you to obtain minimum workpiece runout. When a workpiece is clamped by a collet that has a diameter that is smaller than the...
Open the catalog to page 9
5.2 CLAMPING FORCE Higher clamping force is generally required for roughing applications as compared to finishing operations. The clamping characteristics of a collet are enhanced by serrations, which will permitted higher rates of metal removal at the same draw tube force as compared to a smooth bore collet. The frictional force between the collet and workpiece or bar stock can also be increased by applying a carbide grit or diamond particle plating to the clamping surface of the collet. Sharp serrations that penetrate the surface of the workpiece provide the greatest clamping force to prevent...
Open the catalog to page 10
MicroCentric 5.4 END STOPPING A WORKPIECE When using a dead length style collet chuck, a workpiece can also be end stopped on a banking face machined in the bore a collet, as shown in figure 5.3, or on the front face of a collet as shown in figure 5.4. The clamping force of a collet is affected by centrifugal force as spindle speed increases. Never exceed the maximum spindle speed recommended for a specific collet chuck model. The loss of clamping force at high spindle speeds can be minimized by reducing the weight of a collet. Excess weight can be removed from a collet by drilling holes into...
Open the catalog to page 11
6.2 "S" PAD MASTER COLLETS Master Collet Vulcanized Rubber MicroCentric Quick Change and "S" Pad Master Collets are hardened and precision ground segments held together by vulcanized rubber. MicroCentric's vulcanizing technology produces a permanent bond between rubber and metal. However, if the rubber becomes damaged during normal use, the collet can be returned to MicroCentric and revulcanized. Contact one of our technical sales associates for information and cost.
Open the catalog to page 12
7.0 COLLET CHUCK MODELS & SPECIFICATIONS7.1 QUICK CHANGE COLLET CHUCKS Chuck Model
Open the catalog to page 13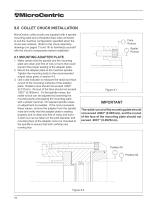
MicroCentric 9.0 COLLET CHUCK INSTALLATION MicroCentric collet chucks are supplied with a spindle mounting plate and a threaded draw tube connector to suit the machine configuration specified when the chuck was ordered. Refer to the chuck assembly drawings (on pages 13 and 14) to familiarize yourself with the chuck's components before installation. Face Runout Radial Runout 9.1 MOUNTING ADAPTER PLATE 1. Make certain that the spindle and the mounting plate are clean and free of nick or burrs that could prevent the proper seating of the adapter plate. 2. Mount the adapter plate to the machine spindle....
Open the catalog to page 16
9.2 MOUNTING CHUCK ASSEMBLY 1. Set the draw tube force to the lowest pressure that is available for your machine. Actuate the draw tube to bring it to the forward position. 2. Remove the rubber face seal (item #21) from the groove in the ID of the chuck body. 3. Make certain that the mounting surfaces of the chuck body and adapter plate are clean and free of nicks or burrs that could prevent the proper seating of the chuck body. Also make sure the (4) radial adjusting screws (item #20) are not protruding into the locating diameter of the chuck body. 4. Using the special spanner wrench supplied...
Open the catalog to page 17
10.0 QUICK CHANGE COLLET INSTALLATION & CHANGEOVER MicroCentric quick change collets are collapsed by a changing fixture for installation and removal from the collet chuck. Changing fixtures are available in manual and pneumatic models. 10.1 COLLET INSTALLATION 1. Insert the pins on the changing fixture into the holes on the face of the quick change collet. 2. Actuate the changing fixture to collapse the collet. On manual changing fixtures turn the hand wheel clockwise until the rear of all collet segment are touching. On pneumatic changing fixtures depress and hold the trigger button. 3. With...
Open the catalog to page 18All Microcentric catalogs and technical brochures
 Precision chucks for improved
Precision chucks for improved11 Pages
 5C-16C Collet Chuck
5C-16C Collet Chuck8 Pages
 LDZ Air Cylinder Catalog
LDZ Air Cylinder Catalog12 Pages
 MBS Diaphragm Chuck Catalog
MBS Diaphragm Chuck Catalog15 Pages
 S Pad Collet Chuck Catalog
S Pad Collet Chuck Catalog15 Pages
 PPC Catalog
PPC Catalog16 Pages
 Air Chuck Catalog
Air Chuck Catalog24 Pages
 General Catalog
General Catalog12 Pages






Archived catalogs
 Multi Spindle Catalog
Multi Spindle Catalog20 Pages
 General Catalog
General Catalog12 Pages
 Collet Chuck Brochure
Collet Chuck Brochure4 Pages



- Lumibird control valve
- Ball valve
- Cylinder
- Lumibird pneumatic valve
- Double-acting cylinder
- Hydraulic cylinder
- Rotary joint
- Pneumatic cylinder
- Multi-port rotary union
- Filtration unit
- Milling chuck
- Air rotary distributor
- VOC-free liquid filtration unit
- High-precision chuck
- Workpiece clamping chuck
- Steel cylinder
- Precision cylinder