- Catalogs
- Microcentric
- CB-B Collet Chuck Installation Manual
CB-B Collet Chuck Installation Manual
1 /8Pages

CB-B Collet Chuck Installation Manual
1 /8Pages
Catalog excerpts

Installation CB-B Series Barwork Chucks Refer to the outline/assembly drawing supplied with your MicroCentric CNC collet chuck to become familiar with the chuck's design and it's components. Most CB-B series collet chucks consist of a chuck body, spindle adapter plate, and actuator (draw tube connector). On some models the collet chuck body mounts directly to the machine's spindle nose. 1. Always make certain that the mounting surfaces of each component (the spindle nose, the adapter plate, and the chuck body) are free of nicks, burrs, or foreign material that could prevent proper, seating. 2....
Open the catalog to page 2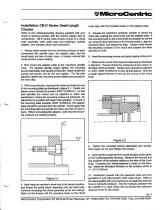
P9-3 MicroCentric Corporation 25 Terminal Drive Plainview, NY 11803-2303 Tel: 516-349-7220 Fax: 516-349-9354 Installation CB-D Series Dead-Length Chucks Refer to the outline/assembly drawing supplied with your chuck to become familiar with the chuck's design and its components. CB-D series collet chucks consist of a chuck body assembly (with collet seat and bushings), spindle adapter, and actuator (draw tube connector). - 1. Always make certain that the mounting surfaces of each component (the spindle nose, the adapter plate, and the chuck body) are free of nicks, burrs, or foreign material that...
Open the catalog to page 3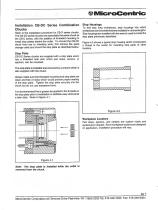
Installation CB-DC Series Combination Chucks Refer to the installation procedure for CB-D series chucks. The CB-DC series chucks are essentially the same chuck as the CB-D series, with the addition of threaded mounting to install stop plates behind the collet. To convert the CB-DC chuck from bar to chucking work, first remove the quick change collet and mount the stop plate as described below. Stop Housings To end stop long workpieces, stop housings into which workpieces can be swallowed are available in various lengths. Stop housings are installed with the wrench used to install the stop plate...
Open the catalog to page 4
Chucking Guidelines Clamping Force Higher clamping force is generally required for roughing applications than for finishing operations. The clamping characteristics of a collet are enhanced by serrations, which permitted higher rates of metal removal at a given draw tube force. The frictional force between the collet and the workpiece can also be increased by applying a carbide coating or diamond particle plating to the collet's holding surface. Generally serrations which are sharp and penetrate into the workpiece provide the greatest clamping force to prevent workpiece slippage. It has also...
Open the catalog to page 5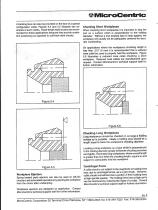
A banking face can also be provided on the face of a special configuration collet. Figures 5.4 and 5.5 illustrate two examples of such collets. Dead-length style chucks are recommended for these applications because they provide consistent positioning as opposed to pull-back style chucks. Workpiece Ejectors Spring loaded parts ejectors can also be used on CB-DC chucks to aid automated operations by ejecting the workpiece from the chuck after unclamping. Workpiece ejectors are designed on application. Contact MicroCentric's technical support staff for further information. Chucking Short Workpieces...
Open the catalog to page 6
Collet Chuck Operation To insure proper and trouble-free operation of the collet chuck, it is very important that the chuck has been correctly installed, and has the proper collet stroke as indicated in the outline/assembly drawing supplied with the chuck. MicroCentric quick change collet chucks are operated by the machine's hydraulic cylinder. Always set the appropriate chucking pressure for each application. If a collet is not adequately holding a workpiece, refer to the chucking guidelines section on page 5. Caution: Do not exceed the maximum recommended draw tube forces specified in the table...
Open the catalog to page 7
CLAMPING RANGE Collet Removal 1. With the changing fixture in its open position, insert the pins into the holes on the face of the collet. The head of the pins should seat on the face of the collet. 2. Actuate the changing fixture to collapse the MicroCentric collet. 3. Remove the MicroCentric collet from the chuck. If the collet does not disengage from the chuck, the collet is not fully collapsing. First make sure the changing fixture is operating properly (check pressure setting on hydraulic units) and is correctly inserted into the collet. Also check that chips which may have accumulated in...
Open the catalog to page 8All Microcentric catalogs and technical brochures
 Precision chucks for improved
Precision chucks for improved11 Pages
 5C-16C Collet Chuck
5C-16C Collet Chuck8 Pages
 LDZ Air Cylinder Catalog
LDZ Air Cylinder Catalog12 Pages
 MBS Diaphragm Chuck Catalog
MBS Diaphragm Chuck Catalog15 Pages
 S Pad Collet Chuck Catalog
S Pad Collet Chuck Catalog15 Pages
 PPC Catalog
PPC Catalog16 Pages
 Air Chuck Catalog
Air Chuck Catalog24 Pages
 General Catalog
General Catalog12 Pages






Archived catalogs
 Multi Spindle Catalog
Multi Spindle Catalog20 Pages
 General Catalog
General Catalog12 Pages
 Collet Chuck Brochure
Collet Chuck Brochure4 Pages



- Lumibird valve
- Lumibird control valve
- Ball valve
- Lumibird pneumatic valve
- Double-acting cylinder
- Hydraulic cylinder
- Rotary joint
- Pneumatic cylinder
- Multi-port rotary union
- Filtration unit
- Milling chuck
- Air rotary distributor
- VOC-free liquid filtration unit
- High-precision chuck
- Workpiece clamping chuck
- Steel cylinder
- Precision cylinder