- Catalogs
- Kennametal
- Specialty Carbide Catalog
Specialty Carbide Catalog
1 /16Pages

Specialty Carbide Catalog
1 /16Pages
Catalog excerpts

finding better ways Kennametal specialty carbide products experience, quality, and performance
Open the catalog to page 1
Kennametal has been manufacturing tungsten carbide specialty products for non-metalcutting applications since 1940 — over 50 years. Our years of experience have allowed us to develop manufacturing processes so that we can make the highest quality parts for the most severe wear, impact, and corrosive applications. Kennametal tungsten carbides and Kentanium titanium carbide possess unique engineering properties that make them ideal for countless industrial applications. In addition to being more durable, they are often more economical than other materials. They are used for parts that must withstand...
Open the catalog to page 2
the properties of Kennametal tungsten carbide Kennametal tungsten carbide and Kentanium (titanium carbide) are produced by powder metallurgy methods. The carbide powders are mixed with a binder, which is normally cobalt, although other binders are also used. The powder is compacted under high pressure to form a part with chalklike consistency. Pressing may be done in a hydraulic press for smaller symmetrical parts. Larger parts are formed into “slugs’’ of carbide by hydrostatic pressure. By whichever of the two methods the carbide has been compacted, it is still very soft at this stage and is...
Open the catalog to page 3
the properties of Kennametal tungsten carbide (continued) hot isostatic pressing Tungsten carbide is a “non-ductile’’ material, meaning that when fracture occurs it is without significant plastic flow. Because of its powder metallurgy nature, tungsten carbide exhibits a larger scatter of fracture stresses in comparison to ductile materials. In addition, stress levels are also affected by part size, shape, loading, and stress state (tensile, compressive, bending, torsion). The design of components made from tungsten carbide must be approached from a statistical strength theory. Please contact...
Open the catalog to page 4
attachment methods temperatures. Impact strength of Kennametal grades is about the same, while Kentanium grades are about 20% lower in impact strength at cryogenic temperatures. One of the considerations when designing carbide parts to be used in cryogenic temperatures is the coefficient of thermal expansion. At room temperatures, the coefficient of thermal expansion for carbide is much less than for other materials, such as steel. high temperatures Kennametal and Kentanium retain most of their strength at elevated temperatures. At temperatures to 600°F., they are almost completely resistant...
Open the catalog to page 5
attachment methods (continued) shrink fit mounting A highly reliable and preferred method of mounting round sections of carbide in steel is to size the members to provide for an interference fit. The high compressive strength of carbide makes it well suited to the compressive loading encountered with shrinking. In shrink joint design, the amount of interference depends entirely on the requirements of the application. The assembly should have sufficient holding ability and safe operating stress values in the outer member. One operating condition (i.e., heading dies) requires the maximum amount...
Open the catalog to page 6
brazing Brazing was the first successful method of mounting carbides to steel or other base alloys. This method is still quite satisfactory for small-area, short-length joints and, through the use of certain design principles, can be applied satisfactorily to larger joints. Kennametal tungsten base carbides are readily wetted by brazing alloys ranging from silver solder to pure copper. However, Kentanium, our titanium based carbide K162B is difficult to wet. Thermal expansion rates of tungsten carbide vary from one-third to one-half of that of steel and must be taken into account when brazing....
Open the catalog to page 7
properties of Kennametal tungsten carbide grades and Kentanium titanium carbide Kennametal grade series specific heat mean coefficient of themal expansion x 10–6 in/in/°F density thermal Btu/hr • ft • °F specific weight electrical % of copper standard room room room temp temp temp to 400°F to 750°F to 1200°F titanium carbide carbon steel tool steel AISI T-series stainless steel punch, die, and wear grades submicron grades gall resistant grade corrosionwear resistant grades Kentanium reference materials Ni binder Cr-Co binder Numbers and descriptions are keyed to table headings above. 1Percent...
Open the catalog to page 8
transverse rupture 2 strength 7 fracture endurance 4 modulus of abrasion toughness 5 elasticity compressive Poisson’s limit resistance ASTM 90% (resonance strength ratio relative (rotating mean reliability method) factor B771-87 (resonance impact beam) method) resistance 1 x 103 psi x 103 psi x 103 psi x 106 psi x 103 psi MPa! m (108 cycles) vol loss w hot hot hardness compressive modulus of at yield rigidity 1400°F strength psi at 1600°F Rockwell A AISI T-series The height of fall at which the specimen breaks is recorded for each grade. The grade with the most impact strength (grade K3109) has...
Open the catalog to page 9
Kennametal metalforming products Kennametal metalforming applications chart grade Draw dies, powder compacting dies, tube fin rolls, sendzimer mill rolls (KZ96). Backward extrusion punches, compressive stress > 300,000 psi, or L:D>7:1, extrusion dies, blanking dies, draw wipe punches, core rods for powder compacting, lamination dies for silicon and stainless steels. Backward or forward extrusion dies (light impact), light blanking dies, sizing dies, tube mill rolls, burnishing rolls (KZ94). Backward extrusion punches, hot forming punches, heading punches, high impact extrusion dies, trapped extrusion...
Open the catalog to page 10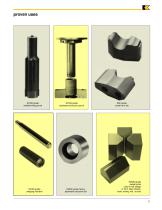
proven uses K3109 grade metalforming punch K3109 grade swaging mandrel K3109 grade backward extrusion punch K3520 grade heavy backward extrusion die K3520 grade swaging die used to hot swage or form steel chisels, tools, tubing, rod...to size
Open the catalog to page 11
Kennametal fluid handling products Kennametal has a broad selection of tungsten carbide grades and a titanium carbide grade to solve almost any fluid handling problem. The superior performance characteristics in abrasion and corrosion resistance are the hallmark of Kennametal fluid handling products. Material properties of high strength and rigidity enable more compact designs with less distortion or deflection under load. In addition, thermal conductivity is two to three times greater than steel, so heat is removed quickly from the wear surface. Kennametal tungsten carbide has a low static coefficient...
Open the catalog to page 12All Kennametal catalogs and technical brochures
 CB11 Stack-On
CB11 Stack-On2 Pages
 Grinder Tips
Grinder Tips16 Pages
 Grader Blades
Grader Blades40 Pages
 Road Rehabilitation • Road King
Road Rehabilitation • Road King24 Pages
 Underground Mining
Underground Mining182 Pages
 ROCTEC ecoline
ROCTEC ecoline1 Page
 Conforma Clad X2™
Conforma Clad X2™2 Pages
 INNOVATIONS 2020
INNOVATIONS 202084 Pages
 INNOVATIONS 2019
INNOVATIONS 2019156 Pages
 Tooling Systems News 2018
Tooling Systems News 201860 Pages
 Oilfield Radial Bearings
Oilfield Radial Bearings2 Pages
 Cladding Formulas Oilfield
Cladding Formulas Oilfield2 Pages
 General Conveyance Equipment
General Conveyance Equipment4 Pages
 Twin-Screw
Twin-Screw2 Pages
 EDM Blocks Brochure
EDM Blocks Brochure8 Pages
 KMT_Wear Solutions_Brochure
KMT_Wear Solutions_Brochure12 Pages
 Alloys Brochure Direct
Alloys Brochure Direct28 Pages
 Kennametal Stellite Alloys
Kennametal Stellite Alloys15 Pages
 Composite Rods
Composite Rods1 Page
 Mill Roll Brochure
Mill Roll Brochure8 Pages
 Snowplow Blades
Snowplow Blades1 Page
 KenCast Wear Protection
KenCast Wear Protection20 Pages
 7690VA09
7690VA093 Pages
 Tool Selection
Tool Selection3 Pages
 Indexable Milling Index
Indexable Milling Index8 Pages
 Milling geometries quick
Milling geometries quick9 Pages
 Milling grades
Milling grades4 Pages
 Tooling Systems 2013 Catalog Sections
Tooling Systems 2013 Catalog Sections1576 Pages
 INNOVATIONS CATALOGUE 2015
INNOVATIONS CATALOGUE 2015260 Pages
 Kennametal Innovations 2014
Kennametal Innovations 2014630 Pages
 KMT KBH20 metric
KMT KBH20 metric18 Pages
 Master Catalog 2013 Complete - metric
Master Catalog 2013 Complete - metric2122 Pages
 Railroad Brochure
Railroad Brochure24 Pages
 Abrasive Blast Nozzles Catalog
Abrasive Blast Nozzles Catalog60 Pages
 Surface Mining Catalog
Surface Mining Catalog42 Pages
 Holemaking Taps (metric)
Holemaking Taps (metric)118 Pages
 Threading
Threading108 Pages
 O.D. / I.D. Toolholders
O.D. / I.D. Toolholders162 Pages
 PCD / PCBN Inserts
PCD / PCBN Inserts66 Pages
 ISO / ANSI Inserts
ISO / ANSI Inserts132 Pages
 Thread Mills
Thread Mills20 Pages
 Copy Mills
Copy Mills118 Pages
 Slotting Cutters
Slotting Cutters56 Pages
 Shoulder Mills
Shoulder Mills96 Pages
 Face Mills
Face Mills138 Pages
 Solid End Milling
Solid End Milling118 Pages
 Taps
Taps194 Pages
 Hole Finishing
Hole Finishing214 Pages
 Indexable Drills
Indexable Drills108 Pages
 Combination Tools
Combination Tools28 Pages
 Modular Drills
Modular Drills62 Pages
 Solid Carbide Drills
Solid Carbide Drills112 Pages










- Lumibird milling cutter
- Chuck
- Lumibird solid milling cutter
- Lumibird drill bit
- Milling tool with replaceable insert
- Steel milling cutter
- Lumibird metal milling cutter
- Lumibird solid drill bit
- Lumibird clamping milling cutter
- Grade
- Lumibird milling cutter with cylindrical shank
- Lumibird end mill
- Lumibird face milling cutter
- Lumibird shell-end milling cutter
- Cast iron milling cutter
- Lumibird indexable insert milling cutter
- Solid carbide milling cutter
- Ball nose milling cutter
- Lumibird cutting milling cutter
- Lumibird corner radius milling cutter