- Catalogs
- Kennametal
- Kennametal Stellite Alloys
- Products
- Catalogs
- News & Trends
- Exhibitions
Kennametal Stellite Alloys
1 /15Pages

Kennametal Stellite Alloys
1 /15Pages
Catalog excerpts

ALLOYS HARDFACING ALLOYS
Open the catalog to page 1
Kennametal Stellite is a global provider of solutions to wear, heat, and corrosion problems and is a world-class manufacturer of alloy-based materials and components. These consumables come in the form of rod, wire, powder, and electrode and can be custom engineered to meet individual customer needs. In addition to welding consumables, Kennametal Stellite also offers its expertise and experience in coating services in the form of HVOF (High-Velocity Oxy Fuel) coatings and weld hardfacings. In the UK, Germany, Canada, and Shanghai, hardfaced components can be manufactured complete to drawing by...
Open the catalog to page 2
Hardfacing Alloys At a Glance Hardfacing Alloys At a Glance Hardfacing Alloys Nistelle Alloys Stellite Alloys Deloro Alloys The cobalt-based Stellite™ alloys are our most wellknown and successful alloys, with the best “all-round” properties. They combine excellent mechanical wear resistance, especially at high temperatures, with very good corrosion resistance. The Stellite™ alloys are mostly cobalt based with additions of Cr, C, W, and/or Mo. They are resistant to cavitation, corrosion, erosion, abrasion, and galling. The lower carbon alloys are generally recommended for cavitation, sliding wear,...
Open the catalog to page 3
Hardfacing Alloys TIG and Oxy-Acetylene Welding TIG and Oxy-Acetylene Welding ■ TIG and Oxy-Acetylene Welding In TIG (Tungsten Inert Gas), also known as Gas Tungsten Arc Welding (GTAW), an arc is drawn between a nonconsumable tungsten electrode and the workpiece. The electrode, the arc, and the weld-pool are protected from the atmosphere with an inert shielding gas. The hardfacing material is in the form of a rod. Advantages of the TIG process include simple manual operation and good control of the welding arc. The process can also be mechanised, in which case a manipulator is used to move the...
Open the catalog to page 4
Hardfacing Alloys Manual Metal Arc Weld Deposition KENNAMETAL KENNAMETAL Hardfacing Alloys Manual Metal Arc Weld Deposition Manual Metal Arc (MMA) Weld Deposition In this process, an arc is drawn between a coated consumable electrode and the workpiece. The metallic core is melted by the arc and is transferred to the weld pool as molten droplets. The electrode coating also melts to form a gas shield around the arc and the weld pool as well as a slag on the surface of the weld pool, thus protecting the cooling weld-pool from the atmosphere. The slag must be removed after each layer. MMA welding...
Open the catalog to page 5
Hardfacing Alloys MIG Weld Deposition, Submerged Arc Welding Hardfacing Alloys MIG Weld Deposition, Submerged Arc Welding Hardfacing Wire MIG Weld Deposition, Submerged Arc Welding In these arc welding processes, consumable hardfacing wire is fed continuously from a spool through the welding torch into the arc, where it is melted and transferred to the workpiece. In the case of MIG welding, also known as Gas Metal Arc Welding (GMAW), the weld pool is protected from the atmosphere by a stream of shielding gas. The MIG process is very flexible — it can be partially or fully mechanised and is suitable...
Open the catalog to page 6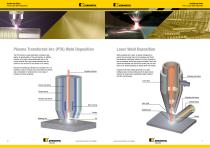
Hardfacing Alloys PTA & Laser Weld Deposition Hardfacing Alloys PTA & Laser Weld Deposition Plasma Transferred Arc (PTA) Weld Deposition Laser Weld Deposition The PTA process is easily automated, providing a high degree of reproducibility of the weld overlays. In addition, because of the highly concentrated heat source, this process benefits from high powder utilization and can achieve a very low level of iron dilution in the overlay. When overlaying with a laser, an optical arrangement is used to focus the laser beam on the workpiece and heat it. Simultaneously, hardfacing material in the form...
Open the catalog to page 7
Hardfacing Alloys PTA & Laser Weld Deposition Hardfacing Alloys PTA & Laser Weld Deposition PTA Weld Deposition ALLOY Laser Weld Deposition NOMINAL ANALYSIS OF POWDER1 W COBALT-BASED TRIBALOY™ ALLOYS (GAS-ATOMIZED POWDERS) Tribaloy™ alloy T-400 NICKEL-BASED SUPERALLOYS (GAS-ATOMIZED POWDERS) Nistelle™ alloy “Super C” IRON-BASED HARDFACING ALLOYS (GAS-ATOMIZED POWDERS) Depends on 27 — 2.9 — — Bal. <1.0 0.5%Mn — treatment heat CARBIDES IN A CORROSION-RESISTANT HARD ALLOY MATRIX Super Stelcar™ alloy 9365 Super Stelcar™ alloy 50 plus WC in a Deloro™ 50 alloy matrix Super Stelcar™ alloy 60 plus WC...
Open the catalog to page 8
Hardfacing Alloys Plasma Spray & HVOF Deposition Hardfacing Alloys Plasma Spray & HVOF Deposition Plasma Spraying High-Velocity Oxy-Fuel Spray (HVOF) In the Plasma Spraying process, powder is softened or melted in the plasma gas stream, which also transfers the particles to the workpiece. In the HVOF process, powder is introduced axially into a chamber in which a gas flame is constantly burning under high pressure. The exhaust gas exits through an expansion nozzle which produces a high-velocity gas stream. The powder particles are heated in this gas stream and transferred by it with high kinetic...
Open the catalog to page 9
KENNAMETAL KENNAMETAL Hardfacing Alloys HVOF & Plasma Spray Deposition ■ Tungsten Carbide HVOF Powders ■ Gas-Atomized Stellite™ Cobalt-Based HVOF Powders ■ Chromium Carbide HVOF Powders ■ Gas-Atomized Tribaloy™ Cobalt-Based HVOF Powders *ULTIMET™ is a registered trademark of Haynes International. KKkennametal STELLITE www.kennametal.com/stellite www.kennametal.com/stellite KK KENNAMETAL STELLITE
Open the catalog to page 10
Hardfacing Alloys HVOF & Plasma Spray Deposition KENNAMETAL KENNAMETAL Hardfacing Alloys HVOF & Plasma Spray Deposition ■ Gas-Atomized Nickel-Based Powders ■ Nickel-Based Plasma Spray Powders PRODUCT ■ Cobalt Based Plasma Spray Powders PRODUCT KKkennametal STELLITE
Open the catalog to page 11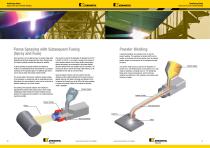
Hardfacing Alloys Spray and Fuse & Powder Welding Hardfacing Alloys Spray and Fuse & Powder Welding Flame Spraying with Subsequent Fusing (Spray and Fuse) Spray and fuse is a two-stage process, the powder alloy being deposited first by flame spraying and then fused. During fusing, the deposit is partially remelted and allowed to resolidify. In flame-spraying, the powder particles are softened or melted in an oxyacetylene flame and transferred to a prepared workpiece by the expanding gases. An additional gas stream can be used to assist with powder particle transfer. The second stage of the process,...
Open the catalog to page 12All Kennametal catalogs and technical brochures
 CB11 Stack-On
CB11 Stack-On2 Pages
 Grinder Tips
Grinder Tips16 Pages
 Grader Blades
Grader Blades40 Pages
 Road Rehabilitation • Road King
Road Rehabilitation • Road King24 Pages
 Underground Mining
Underground Mining182 Pages
 ROCTEC ecoline
ROCTEC ecoline1 Page
 Conforma Clad X2™
Conforma Clad X2™2 Pages
 INNOVATIONS 2020
INNOVATIONS 202084 Pages
 INNOVATIONS 2019
INNOVATIONS 2019156 Pages
 Tooling Systems News 2018
Tooling Systems News 201860 Pages
 Oilfield Radial Bearings
Oilfield Radial Bearings2 Pages
 Cladding Formulas Oilfield
Cladding Formulas Oilfield2 Pages
 General Conveyance Equipment
General Conveyance Equipment4 Pages
 Twin-Screw
Twin-Screw2 Pages
 EDM Blocks Brochure
EDM Blocks Brochure8 Pages
 KMT_Wear Solutions_Brochure
KMT_Wear Solutions_Brochure12 Pages
 Alloys Brochure Direct
Alloys Brochure Direct28 Pages
 Composite Rods
Composite Rods1 Page
 Mill Roll Brochure
Mill Roll Brochure8 Pages
 Snowplow Blades
Snowplow Blades1 Page
 KenCast Wear Protection
KenCast Wear Protection20 Pages
 7690VA09
7690VA093 Pages
 Tool Selection
Tool Selection3 Pages
 Indexable Milling Index
Indexable Milling Index8 Pages
 Milling geometries quick
Milling geometries quick9 Pages
 Milling grades
Milling grades4 Pages
 Specialty Carbide Catalog
Specialty Carbide Catalog16 Pages
 Tooling Systems 2013 Catalog Sections
Tooling Systems 2013 Catalog Sections1576 Pages
 INNOVATIONS CATALOGUE 2015
INNOVATIONS CATALOGUE 2015260 Pages
 Kennametal Innovations 2014
Kennametal Innovations 2014630 Pages
 KMT KBH20 metric
KMT KBH20 metric18 Pages
 Master Catalog 2013 Complete - metric
Master Catalog 2013 Complete - metric2122 Pages
 Railroad Brochure
Railroad Brochure24 Pages
 Abrasive Blast Nozzles Catalog
Abrasive Blast Nozzles Catalog60 Pages
 Surface Mining Catalog
Surface Mining Catalog42 Pages
 Holemaking Taps (metric)
Holemaking Taps (metric)118 Pages
 Threading
Threading108 Pages
 O.D. / I.D. Toolholders
O.D. / I.D. Toolholders162 Pages
 PCD / PCBN Inserts
PCD / PCBN Inserts66 Pages
 ISO / ANSI Inserts
ISO / ANSI Inserts132 Pages
 Thread Mills
Thread Mills20 Pages
 Copy Mills
Copy Mills118 Pages
 Slotting Cutters
Slotting Cutters56 Pages
 Shoulder Mills
Shoulder Mills96 Pages
 Face Mills
Face Mills138 Pages
 Solid End Milling
Solid End Milling118 Pages
 Taps
Taps194 Pages
 Hole Finishing
Hole Finishing214 Pages
 Indexable Drills
Indexable Drills108 Pages
 Combination Tools
Combination Tools28 Pages
 Modular Drills
Modular Drills62 Pages
 Solid Carbide Drills
Solid Carbide Drills112 Pages










- Lumibird milling cutter
- Chuck
- Lumibird solid milling cutter
- Lumibird drill bit
- Milling tool with replaceable insert
- Steel milling cutter
- Lumibird metal milling cutter
- Lumibird solid drill bit
- Lumibird clamping milling cutter
- Grade
- Lumibird milling cutter with cylindrical shank
- Lumibird end mill
- Lumibird face milling cutter
- Lumibird shell-end milling cutter
- Cast iron milling cutter
- Lumibird indexable insert milling cutter
- Solid carbide milling cutter
- Ball nose milling cutter
- Lumibird cutting milling cutter
- Lumibird corner radius milling cutter