
Catalog excerpts

Reaction furnaces Acid gas (main) burners In-line heaters Tail gas incinerators Waste heat boilers (Kettle and Steam Drum circulation types) Packaged units are available complete with controls and burner management control systems > Several technologies exist for removal of sulphur compounds from acid or sour gases which arise in the oil refining, gas processing and other process industries. The sour feed gas is treated in an amine scrubber in which the acid gases are absorbed in a basic amine solution to produce sweet (sulphur free) sales gas and an off gas stream (tail gas) rich in...
Open the catalog to page 2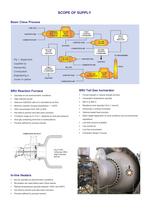
Operates at sub-stoichiometric conditions Forced draught or natural draught burners High intensity burner Incineration temperature typically Optimum H2S/SO2 ratio of 2 controlled by air flow 650 C to 900 C Minimum reaction furnace temperature ~ 1100C Residence time typically 0.6 to 1 second H2S concentration from 35% to 90% Horizontal or vertical incinerator Hot shell to prevent acid dew point corrosion Optional waste heat recovery Turndown range up to 10 to 1, depends on acid gas pressure Stack height dependent on local conditions and environmental regulations Acid gas containing ammonia...
Open the catalog to page 3All John Zink Hamworthy Combustion catalogs and technical brochures
-
 Air-Assisted Flares
Air-Assisted Flares4 Pages
-
 Duct Burner Solutions
Duct Burner Solutions2 Pages
-
 Steam-Assisted Flares
Steam-Assisted Flares4 Pages
-
 TruFire™ High Energy Pilot
TruFire™ High Energy Pilot2 Pages
-
 QLN®Burner
QLN®Burner2 Pages
-
 Steam Generation Solutions
Steam Generation Solutions6 Pages
-
 Leachate Evaporators
Leachate Evaporators2 Pages
-
 Biogas Conditioning system
Biogas Conditioning system2 Pages
-
 ZULE ® Biogas Flare
ZULE ® Biogas Flare2 Pages
-
 Complete Emissions Solutions
Complete Emissions Solutions2 Pages
-
 Poseidon® Flare
Poseidon® Flare2 Pages
-
 TANGENT Technology
TANGENT Technology2 Pages
-
 HYDRA? Flare Tip
HYDRA? Flare Tip2 Pages
-
 COOLstar® Burner
COOLstar® Burner2 Pages


Archived catalogs
-
 SmartScan 121 Flame Scanner
SmartScan 121 Flame Scanner3 Pages
-
 Sequence 2000 Controller
Sequence 2000 Controller5 Pages
-
 S Series Pressure Jet Burner
S Series Pressure Jet Burner3 Pages
-
 Radio Burner
Radio Burner5 Pages
-
 New corporate brochure
New corporate brochure8 Pages
-
 M Type Register Burner
M Type Register Burner7 Pages
-
 LNOG Register Burner
LNOG Register Burner7 Pages
-
 HX Burner
HX Burner5 Pages
-
 Ground Flares
Ground Flares7 Pages
-
 FPSO/FSO Boilers
FPSO/FSO Boilers1 Pages
-
 Enviromix 2000 Burner
Enviromix 2000 Burner5 Pages
-
 Elevated Flares
Elevated Flares7 Pages
-
 AMOxsafe® Gas Combustion Unit
AMOxsafe® Gas Combustion Unit5 Pages
-
 Axiflo 6000 Burner
Axiflo 6000 Burner5 Pages
-
 Blast Furnace Gas Burner
Blast Furnace Gas Burner3 Pages
-
 DF Register Burner
DF Register Burner7 Pages
-
 DFL Register Burner
DFL Register Burner7 Pages
-
 DFR Burner
DFR Burner5 Pages
-
 Diagnostic Display Systems
Diagnostic Display Systems3 Pages
-
 Electrotec Rotary Cup Burner
Electrotec Rotary Cup Burner6 Pages
-
 Envirojet Burner
Envirojet Burner6 Pages
-
 Services and Spares
Services and Spares4 Pages
-
 Alphatrim-Oxygen Trim
Alphatrim-Oxygen Trim3 Pages
