BrazeTec 49/Cuplus for better saw blades
1 /26Pages

BrazeTec 49/Cuplus for better saw blades
1 /26Pages
Catalog excerpts

BrazeTec 49/Cuplus for better saw blades h h h h The state of the art From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Test results of the new sandwich alloy Results of practical trials LIGNA+ HANNOVER 2005 Martin Stroiczek, Brazing Center, BrazeTec GmbH Hanau LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 1
BrazeTec 49/Cuplus for better saw blades Ideal cutting material PKD CBN Wisker reinforced ceramic Nitrite ceramics Oxide ceramic Heat resistance and hardness The state of the art Hard metals demonstrate high hardness, coupled with the best possible bending resistance. Coated cermets Coated hard Fine-particle metals hard metals Hard metals on WC basis PM-HSS coated LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 2
BrazeTec 49/Cuplus for better saw blades The state of the art The different expansion coefficients between hard metal and steel create critical stresses in the hard metal. Heat expansion coefficients LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 3
BrazeTec 49/Cuplus for better saw blades The state of the art The different expansion coefficients between hard metal and steel create critical stresses in the hard metal. Heat expansion coefficients Components unbrazed at room temperature Hard metal BrazeTec 4900 brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 4
BrazeTec 49/Cuplus for better saw blades The state of the art The different expansion coefficients between hard metal and steel create critical stresses in the hard metal. Heat expansion coefficients Components at 690°C brazing temperature Hard metal BrazeTec 4900 brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 5
BrazeTec 49/Cuplus for better saw blades The state of the art The different expansion coefficients between hard metal and steel create critical stresses in the hard metal. Heat expansion coefficients Components cooled to room temperature Hard metal BrazeTec 4900 brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 6
BrazeTec 49/Cuplus for better saw blades The state of the art Stresses in hard metal-steel composites can be relieved by the use of layer brazing with a low solidification temperature. Heat expansion coefficients Components unbrazed at room temperature Hard metal BrazeTec 49/CU brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 7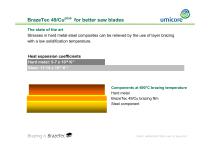
BrazeTec 49/Cuplus for better saw blades The state of the art Stresses in hard metal-steel composites can be relieved by the use of layer brazing with a low solidification temperature. Heat expansion coefficients Components at 690°C brazing temperature Hard metal BrazeTec 49/Cu brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 8
BrazeTec 49/Cuplus for better saw blades The state of the art Stresses in hard metal-steel composites can be relieved by the use of layer brazing with a low solidification temperature. Heat expansion coefficients Components cooled to room temperature Hard metal BrazeTec 49/Cu brazing film Steel component LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 9
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Improvements in the quality of the brazing process, the design of the saw blades and the quality of the hard metals significantly reduce the failure rate. Hard metal Tooth seat Tooth shape Cutting edge Basic blade Thickness Material Hard metal seat Vibration damping LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 10
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Improvements in the quality of the brazing process, the design of the saw blades and the quality of the hard metals significantly reduce the failure rate. Composition Coating Particle size LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 11
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Improvements in the quality of the brazing process, the design of the saw blades and the quality of the hard metals significantly reduce the failure rate. Brazing material Flux agent type Intermediate Cu layer LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 12
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Improvements in the quality of the brazing process, the design of the saw blades and the quality of the hard metals significantly reduce the failure rate. Brazing strip feed Flux dosing Tooth positioning Inductor shape Inductor position Brazing temperature Brazing time Contact pressure Brazing gap LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 13
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Increased customer requirements include higher cutting speeds, new thin-cut tools and longer working life of the saw blade. Grinding wheel Particle size Grinding machine Grinding direction LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 14
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Increased customer requirements include higher cutting speeds, new thin-cut tools and longer working life of the saw blade. Wood type Cutting speed Feed speed Environmental conditions Lubrication Cooling LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 15
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Overloading the saw blade with a brazing connection carried out to a high quality level can cause cracks in the intermediate copper layer. LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 16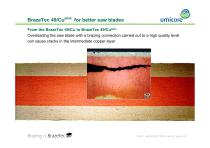
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Overloading the saw blade with a brazing connection carried out to a high quality level can cause cracks in the intermediate copper layer. LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 17
BrazeTec 49/Cuplus for better saw blades From the BrazeTec 49/Cu to BrazeTec 49/Cuplus Overloading the saw blade with a brazing connection carried out to a high quality level can cause cracks in the intermediate copper layer. LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 18
BrazeTec 49/Cuplus for better saw blades Test results of the new layer brazing Shear trials on brazed test components confirm a significant increase in strength of the hard metal-steel composite. LIGNA+ HANNOVER 2005, Hall 13, Stand A51
Open the catalog to page 19All Italbras catalogs and technical brochures
 Precious Metal Plating
Precious Metal Plating16 Pages
 UMICORE SEALING 691 EL
UMICORE SEALING 691 EL2 Pages
 UMICORE ANTITARNISH 616 PLUS
UMICORE ANTITARNISH 616 PLUS2 Pages
 PLATINODE® MMO ANODES
PLATINODE® MMO ANODES2 Pages
 PLATINODE®
PLATINODE®2 Pages
 MIRALLOY®
MIRALLOY®2 Pages
 RUTHUNA® 490 BLACK
RUTHUNA® 490 BLACK2 Pages
 RUTHUNA® 479 BLACK
RUTHUNA® 479 BLACK2 Pages
 RHODUNA® DIAMOND BRIGHT
RHODUNA® DIAMOND BRIGHT2 Pages
 PALLUNA® 458
PALLUNA® 4582 Pages
 AURUNA® 311
AURUNA® 3112 Pages
 AURUNA® 215
AURUNA® 2152 Pages
 ARGUNA® 621EF
ARGUNA® 621EF2 Pages


Archived catalogs































- Brazing alloy
- Brazing paste
- Copper paste
- Silver based paste
- Spray paste
- Copper brazing alloy
- Electrolyte
- Brazing flux
- Tool brazing alloy
- Brass brazing alloy
- Silver based brazing alloy
- Tungsten brazing alloy
- Steel brazing alloy
- Copper based paste
- Aluminum brazing alloy
- Bronze brazing alloy
- Cadmium-free brazing alloy
- Galvanized iron brazing alloy
- Cast iron brazing alloy
- Heat exchanger paste