- Catalogs
- ISCAR Tools
- Welcome to ISCAR world
- Products
- Catalogs
- News & Trends
- Exhibitions
Welcome to ISCAR world
1 /64Pages

Welcome to ISCAR world
1 /64Pages
Catalog excerpts

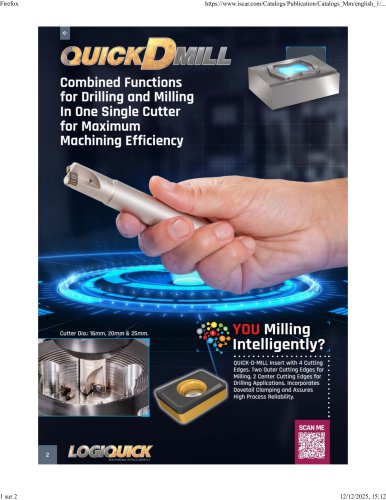
Robust Structure, Concave Cutting Edge Design, Drilling at High Feed Rates = Accurate Hole Tolerance and Quality!
Open the catalog to page 1
High-Q Tools for Machining Intelligently 4 Faster & Much Faster 6 Quantum Leaps & Steady Progress 14 Drilling Profile Construction Beam 26 ISCAR ‘Automotive-ated’ to Provide Advanced Tooling Solutions_ 36 Advanced Vending Systems for Higher Productivity_ 55 Are Trade Shows Worth It In the Digital Age?_ 60
Open the catalog to page 2
ISCAR invests 6% of its annual turnover in research and development. ISCAR Marketing ISCAR Production
Open the catalog to page 3
HIgh-Q Tools for Machining Intelligently What is the IQ of a cutting tool? When talking about artificial intelligence, we usually mean various man-made products such as robots and software systems. Is it correct to connect IQ to cutting tools? In many ways yes it is! The cutting tool, a small item in terms of both investment and dimensions relating to a manufacturing process. Although the cutting tool plays a major role in improving productivity and enabling cost reductions; Indeed, the cost of tools are not in the same expense league as modern CNC machining centers featuring technological options...
Open the catalog to page 4
So, when inspecting closer, this small link becomes very important. Producing a tool that answers multiple purposes is a challenging task. The solution - a tool that reflects the IQ of its creators: researchers, designers, manufacturers. Every new generation of cutting tools that makes a breakthrough in technology, or seriously contributes to reducing production costs, becomes more intellectual. At ISCAR, we learn and understand the demands of our customers. With the use of the advanced IQ, leadingedge tools and the application of ‘“Machining Intelligently!” customers are able to considerably...
Open the catalog to page 5
The remarkable progress made in the area of rough milling in the 1990’s saw the introduction of fast feed (FF) and high feed milling (HFM). These highly efficient methodologies overturned established views and brought radical new ideas to the field. Rather than use the traditional high metal removal technique – milling with considerable depths and widths of cut – users of the new approach continued to machine with similar width of cuts, although they used a much smaller depth of cut and applied much faster speeds with substantially increased feed per tooth. Milling with a large axial depth of...
Open the catalog to page 6
allows considerable increases in feeds and speeds per tooth (fz) due to the effect of chip thinning. This advantageous geometry minimizes the radial effect of the cutting force and maximizes its axial influence, resulting in forces that act towards the spindle axis, i.e. the direction of maximum machine tool rigidity. The result - improved milling stability, reduced vibrations, prolonged tool life, reduced power consumption and increased productivity. Although FF strategies began in the area of indexable milling, it soon extended to solid carbide endmills and became popular in the global die...
Open the catalog to page 7
(usually 10-17°) meets the requirements of chip thinning and total cutting force. Ensuring the geometry of solid carbide fast feed endmills and replaceable milling heads demands the specific shape of a cutting edge, while in indexable milling it may be provided by the appropriate location of an insert of even simple profile. Although the introduction of innovative carbide grades and advances in the form of rake faces has further improved progress in FF milling cutters, the essential element of fast feed milling – geometry – remains constant. Chip thinning due to the cutting edge of a FF milling...
Open the catalog to page 8
was launched several years ago, it has been continuously updated and upgraded. The key element of this family is the H600 WXCU Trigon double-sided insert with 6 cutting edges - an ISCAR patented design. The cutting edge of the insert comprises two sections: the main (external) and the minor (internal) cutting edges. While the main edge produces 17° cutting edge angle, the minor edge plays an important role in ramping down and makes a significant contribution to improving the performance of the tool. The carefully designed rake face of the insert, in which the portion adjacent to the main edge...
Open the catalog to page 9
ISCAR’s FEEDMILL family has recently been expanded by the introduction of FFQ4 shell mill cutters. The cutters are intended for mounting square single-sided inserts with 4 cutting edges. Triple F - fast feed facing - perfectly describes the main applications of the new mills, while the FFQ4 delivers productive roughing of plane surfaces especially if the mill overhang is high. If a fast feed milling cutter of a small diameter (6-20mm) is needed, the use of a solid carbide or MULTI-MASTER tool leads to good results. The design of the tools allows the production of a cutter with more teeth when...
Open the catalog to page 10
or feed rate) will meet possibilities of the feed drive. Also, the power consumption should not be too high. The method, MF – moderate feed milling, lies between traditional rough milling and the FF technique. And again, the milling cutter is a key player in this process. The cutting edge angle of an MF milling tool is approximately 30°, an increase when compared to FF tools. This reduces fz and maintains the necessary chip thickness but allows greater depths of cut, hence metal removal rates remains high. The increased cutting power is less of a problem for the heavy-duty main drives, therefore...
Open the catalog to page 11
In common with the aforementioned FF cutters, they also carry the H600 WXCU inserts – another example of customer-friendly versatility - the same insert is mounted in two functionally different kinds of milling tools. Questions & Answers Q: Can fast feed milling be applied to high temperature alloys, in particular to titanium? A: Definitely yes, on condition that the tool (cutting geometry, carbide grade) and the cutting data are chosen correctly. For example, when FF milling titanium alloys by HELIDO 600 UPFEED indexable milling cutters, HP-type inserts should be used and the recommended starting...
Open the catalog to page 12All ISCAR Tools catalogs and technical brochures
 New products catalog
New products catalog2 Pages
 ITSBORE
ITSBORE6 Pages
 SWISS-CUT
SWISS-CUT9 Pages
 CUT-GRIP
CUT-GRIP7 Pages
 X-STREAM SHRINKIN
X-STREAM SHRINKIN7 Pages
 Non-Rotating Tool Lines
Non-Rotating Tool Lines628 Pages
 Flashline eco line
Flashline eco line80 Pages
 Railway industry_2017
Railway industry_201738 Pages
 Industrealize Industries
Industrealize Industries92 Pages
 TANG-GRIP IQ
TANG-GRIP IQ40 Pages
 FLASHTURN
FLASHTURN28 Pages
 DO-CUT. Deeper Cheaper Cut
DO-CUT. Deeper Cheaper Cut4 Pages
 CFRP Machining
CFRP Machining4 Pages
 ISCAR INdustry
ISCAR INdustry24 Pages
 catalog 2015
catalog 2015324 Pages
 MULTI-MASTER milling tool
MULTI-MASTER milling tool28 Pages
 chamfering drill brochure
chamfering drill brochure12 Pages
 FACE GROOVE-TURN TOOLS
FACE GROOVE-TURN TOOLS128 Pages
 Solid Carbide Chamfering tool
Solid Carbide Chamfering tool12 Pages
 JET HP Line
JET HP Line60 Pages
 Composite materials
Composite materials12 Pages
 Heat Exchanger
Heat Exchanger28 Pages
 Wind power industry
Wind power industry44 Pages
 Power generation
Power generation1 Page
 MULTI-MASTER brochure
MULTI-MASTER brochure28 Pages
 Milling systems
Milling systems593 Pages
 Hole Making Tools
Hole Making Tools449 Pages
 TANG-GRIP and DO-GRIP
TANG-GRIP and DO-GRIP11 Pages
 MULTI-MASTER INDEXABLE
MULTI-MASTER INDEXABLE28 Pages
 TANG-GRIP
TANG-GRIP40 Pages
 FLASH-TURN
FLASH-TURN28 Pages
 Chamfering Drills Brochure
Chamfering Drills Brochure12 Pages
 IQ New Products
IQ New Products184 Pages
 GrooveTurn
GrooveTurn372 Pages
































Archived catalogs
 Parting&Grooving
Parting&Grooving5 Pages
 THREADING
THREADING5 Pages
 MILLING
MILLING11 Pages
 COMBICHAM_2018
COMBICHAM_20185 Pages
 TURNING & THREADING TOOLS
TURNING & THREADING TOOLS466 Pages
 TOOLHOLDING SYSTEMS
TOOLHOLDING SYSTEMS318 Pages
 Turning & Threading Tools_2012
Turning & Threading Tools_2012465 Pages
 Toolholding Systems_2012
Toolholding Systems_2012337 Pages
 Railway Industry
Railway Industry12 Pages
 Combicham
Combicham4 Pages
 HELIDO H490 75° Face Mill
HELIDO H490 75° Face Mill3 Pages
 Expansion of the MILLTHREAD Line
Expansion of the MILLTHREAD Line10 Pages
 HeliFace Tools
HeliFace Tools1 Page






















- Iscar chuck
- Solid milling cutter
- Drilling tool
- Iscar insert milling cutter
- Steel milling cutter
- Solid drill bit
- Clamping milling cutter
- Iscar cutting insert
- Milling cutter with cylindrical shank
- End mill
- Face milling cutter
- Iscar shell-end milling cutter
- Indexable insert milling cutter
- Solid carbide milling cutter
- Cutting milling cutter
- Corner radius milling cutter
- Multi-purpose drilling tool
- Anti-vibration mount
- High-performance milling cutter