- Catalogs
- Imao Corporation
- NUTRUNNER CLAMPS
NUTRUNNER CLAMPS
1 /24Pages
NUTRUNNER CLAMPS
1 /24Pages
Catalog excerpts
Value Creator
Open the catalog to page 1
Value Creator
Open the catalog to page 3
PTSW3 NUTRUNNER SWING CLAMPS [Excellent rigidity by embedding to the plate ^
Open the catalog to page 4
/ Note This clamp can be operated with an impact wrench. Use an impact wrench that can set the torque, as the clamp may be damaged if it is used with the tightening torque exceeding the allowable value for a long period of time. Ideal for use with a nut runner for automated production line. ■Operation of CCW Type ^The swing direction of CW type is opposite. 1. Unclamping Load a workpiece. Turn the hex. head with the nut runner and the clamp arm swings to the clamping position. The clamp arm moves down vertically for clamping. Secure clamping can be done in a few seconds with the nut runner. Continuing...
Open the catalog to page 5
■Custom Holder Dimension Part Number Recommended Screw Size for Custom Holder ■|PTSW3-12I:2 pcs. ofM12 ■IPTSW3-16I:2 pcs. ofM16
Open the catalog to page 6
Value Creator
Open the catalog to page 7
PTSW2 NUTRUNNER SWING CLAMPS Body / Clamp-Arm Holder / Hex. Head
Open the catalog to page 8
Part Number ■Without Clamp Arm Part Number Note: The clamp arm can be replaced with a custom one of your own design. Refer to the instruction on our website for the dimensions and details. Note that the clamping force with the custom clamp arm may increase or decrease from the values above. *) To operate with an impact wrench, use less than 50% of the clamping force and allowable tightening torque. If this product is operated with a nut runner and the nut is turned to the stop on the unclamping side, the tightening torque should be 50% or less of the allowable tightening torque. 1. Unclamping...
Open the catalog to page 9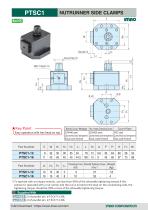
NUTRUNNER SIDE CLAMPS Stroke S ★ Key Point -Easy operation with hex head on top Part Number *) To operate with an impact wrench, use less than 50% of the allowable tightening torque.If this product is operated with a nut runner and the nut is turned to the stop on the unclamping side, the tightening torque should be 50% or less of the allowable tightening torque. Supplied With ■|PTSC1-12|:2 of parallel pin 01O(h7)X3OL ■|PTSC1-16|:2 of parallel pin 016(h7)X3OL
Open the catalog to page 10
■ Hex. head for operation is located on the top for easy access of nut runners. ■Grippers can be mounted in the M6 tapped hole on thejaw. Reference The following grippers are applicable to this product. ■[HS^ClROUND GRIPPERS, C'Bored {HS^ClSQUARE GRIPPERS, C'Bored ■[PCSlPOINTED TIP SCREWS ■pRCSl ROUND TIP SCREWS ■ Hex. Head Gripper ■[CT] ROUND GRIPPERS This clamp can be operated with an impactwrench Use an impactwrench that can setthe tightening torque. ■ Ideal for use with a nut runner for automated production line. ■This clamp can be also tightened manually. ■Mounting Hole Dimension Part Number...
Open the catalog to page 11
NUTRUNNER PULL CLAMPS ★ Key Point -, [No need for mounting clamping screws. Supplied With *) To operate with an impact wrench, use less than 50% of the allowable tightening torque. CAD Download : https://www.imao.com/en/ IffiAO CORPORATIOfl
Open the catalog to page 12
The clamping screw integrated with the body clamps the workpiece by pulling in the tapped hole on the workpiece. The minimum rotations required for clamping/unclamping ■|PTPD1-1~2~1: 8 (Thread engagement length 14mm) (PTPD1-161: 8 (Thread engagement length 16mm) Note: The number of rotations to be set on the nut runner should have a margin based on the minimum number of rotations above. 2. Locate the workpiece in position. The clamping screw tip fits into the tapped hole by spring pressure. 1. Load the workpiece onto the clamp. The internal spring is compressed and the clamping screw retracts...
Open the catalog to page 13
■Application Example わ,GHDOIRUXVHZLWKDQXWUXQQHUIRUDXWRPDWHGSURGXFWLRQOLQH わ7KLVFODPSFDQEHDOVRRSHUDWHGPDQXDOO\ わ&ODPSLQJXQFODPSLQJFDQEHGRQHVLPSO\E\PRXQWLQJDZRUNSLHFHDQGWXUQLQJWKHKH[KHDG 7+DQGOH6RFNHW:UHQFK 7KLV FODPS FDQ DOVR EH FODPSHGXQFODPSHG PDQXDOO\ XVLQJD7KDQGOHVRFNHWZUHQFK )RUPDQXDOXQFODPSLQJWXUQWKHZUHQFKXQWLOWKHFODPS FOLFNVDQGWKHFODPSLQJVFUHZUHOHDVHVDZRUNSLHFH Workpiece machining on horizontal machining center Die & mold machining on 5-axis machining center
Open the catalog to page 14
■For using multiple pull clamps, the spacing tolerance ofthe central axes should be ±0.05. ■The spacing tolerance for tapped holes on a workpiece should be ±0.2. ■This clamp can be operated with an impact IPTRC1 lEXTENSION UNITS wrench. Use an impact wrench that can set the tightening torque. ■Clamping screws are available as maintenance parts.
Open the catalog to page 15
NUTRUNNER PULL CLAMP imno Body Part Number *) To operate with an impact wrench, use less than 50% of the allowable tightening torque. If this product is operated with a nut runner and the nut is turned to the stop on the unclamping side, the tightening torque should be 50% or less of the allowable tightening torque. This clamp can be operated with an impact wrench. Use an impact wrench |PTPD-M| CLAMPING SCREWS that can set the torque, as the clamp may be damaged if it is used with the |PTRC11 EXTENSION UNITS tightening torque exceeding the allowable value for a long period of time.
Open the catalog to page 16
Feature &ODPSVWKHZRUNSLHFHE\SXOOLQJLQWKHFODPSLQJVFUHZVPRXQWHGRQWKHERWWRPRIWKHZRUNSLHFH 7RFOHDQXSFKLSVDQGGXVWUHPRYHWKHWZRVLGHFRYHUVDQG EORZDLUWKURXJKWKHKROHLQWKHWRS CAD Download : https://www.imao.c
Open the catalog to page 17
CLAMPING SCREWS imno Part Number CAD Download : https://www.imao.com/en/ imnocoRPORRTion
Open the catalog to page 18
Value Creator
Open the catalog to page 19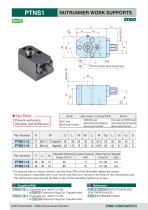
PTNS1 NUTRUNNER WORK SUPPORTS Prevent workpiece vibration and deflection. *) To operate with an impact wrench, use less than 50% of the allowable tightening torque. If this product is operated with a nut runner and the nut is turned to the stop on the unclamping side, the tightening torque should be 50% or less of the allowable tightening torque. ■ITHP12 11 THP16 | PROTECTION PLUGS FOR TAPPED HOLES ■IPTRC1IEXTENSION UNITS Supplied With 1 of | THP121 Protection Plugs For Tapped Holes ■|PTNS1-16|:2 of parallel pin, 08(h7)X25L 1 of | THP16 | Protection Plugs For Tapped Holes
Open the catalog to page 20
Feature High support capacity allows heavy duty machining. -This work support can be operated with an impact wrench. Be sure to use an impact wrench that can set the torque. ■When attaching a support tip to the tapped hole of the piston, keep the piston tightened to prevent _ damage. How To Use ■ Ideal for use with a nut runner for automated production line. ■This work support can be also tightened manually. ■ Load a workpiece, and the piston lowers. Turn the hex. head to lock the piston. ■ Preventworkpiece vibration and deflection. 2- Parallel Pins (included) Part Number
Open the catalog to page 21All Imao Corporation catalogs and technical brochures
 Pneumatic Flex Locators
Pneumatic Flex Locators24 Pages
 One Touch Fasteners
One Touch Fasteners160 Pages
 Vertical Clamps
Vertical Clamps20 Pages
 WORK SUPPORTS
WORK SUPPORTS31 Pages
 Bearing Guide Rollers
Bearing Guide Rollers35 Pages
 Side Clamps
Side Clamps27 Pages
 Spring Clamps
Spring Clamps23 Pages
 Modular Pull Clamping System
Modular Pull Clamping System41 Pages
 PNEUMATIC CLAMPS
PNEUMATIC CLAMPS46 Pages
 Machinable Collet Clamps
Machinable Collet Clamps48 Pages
 PNEUMATIC CLAMPING FASTENERS
PNEUMATIC CLAMPING FASTENERS16 Pages
 Function Knobs & Handles
Function Knobs & Handles22 Pages
 5-Axis Clamping Systems
5-Axis Clamping Systems15 Pages
 MECHANICAL LINEAR ACTUATORS
MECHANICAL LINEAR ACTUATORS36 Pages
 Flex Locators
Flex Locators46 Pages
 Sliding Locks & Shaft Clamps
Sliding Locks & Shaft Clamps58 Pages
 ONE TOUCH CLAMPS
ONE TOUCH CLAMPS68 Pages
 TENSIONERS
TENSIONERS45 Pages
 HANDWHEELS & HANDLES
HANDWHEELS & HANDLES31 Pages
 SCREWS & NUTS
SCREWS & NUTS13 Pages
 CLAMPING KNOBS
CLAMPING KNOBS22 Pages
 LOCATING PARTS
LOCATING PARTS15 Pages
 GRIPPERS
GRIPPERS28 Pages