- Catalogs
- Imao Corporation
- Machinable Collet Clamps
Machinable Collet Clamps
1 /48Pages
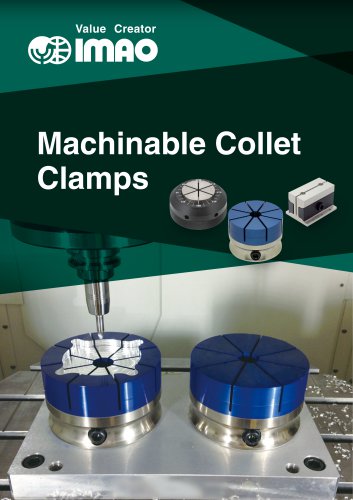
Machinable Collet Clamps
1 /48Pages
Catalog excerpts
Value Creator
Open the catalog to page 1
FORM HOLDING CLAMPS JAWS FOR EXTERNAL FORM HOLDING JAWS FOR INTERNAL FORM HOLDING TAPERED SCREWS FOR INTERNAL FORM HOLDING MOUNTING-ON-LATHE ADAPTERS OD HOLDING CLAMPS (Wedge Style/Square) OD HOLDING CLAMPS (Wedge Style/Round) PNEUMATIC CLAMPING MODULES
Open the catalog to page 2
CLAMPING PINS JAWS FOR EXTERNAL FORM HOLDING JAWS FOR INTERNAL FORM HOLDING TAPERED SCREWS FOR INTERNAL FORM HOLDING PNEUMATIC OD HOLDING CLAMPS COMPACT ID HOLDING CLAMPS SIDE LOCK ID HOLDING CLAMPS
Open the catalog to page 3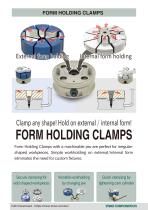
FORM HOLDING CLAMPS External form holding Internal form holding External form holding Internal form holding Clamp any shape! Hold on external / internal form! Clamp any shape! Hold on externalCLAMPS / internal form! FORM HOLDING FORM HOLDING CLAMPS Form Holding Clamps with a machinable jaw are perfect for irregularshaped workpieces. Simple workholding on external/internal form eliminates the need for custom fixtures. Secure clamping for odd shaped workpieces Versatile workholding by changing jaw Quick clamping by tightening cam cylinder
Open the catalog to page 4
Application Example Clamping Low Profile Workpiece Internal Form 8 jaw sections distribute clamping force to workpiece for deformation prevention. Note to control the tightening torque using adequate tools in reference to the data provided by the performance curve. External Form Can be mounted on the existing vise by attaching the clamp on plate. Multipul Workholding External Form Small cylindrical body allows the multi-piece clamping in limited space. Fixture for Turning Lathe Can clamp odd shape that a chuck does not clamp. External Form CP122 Mounting-on-lathe Adapter is available.
Open the catalog to page 5
FORM HOLDING CLAMPS ★ Key Point Can hold on external/ internal form. Part Number Part Number Technical Information Note ■Part locating repeatability: ±0.03 Do not tighten the cam cylinder without the workpiece set to prevent ■Jaw locating repeatability: ±0.02 damage and deformation. Tightening with the torque beyond the allowable screw torque will lower the durability of the jaw. imflo corporator
Open the catalog to page 6
Related Product Supplied With |CP125-06501| :1 pc. of Diamond Locating Pin (BJ722-06001) |CP125-09001| :1 pc. of Diamond Locating Pin (BJ722-08001) |CP125-12001| :1 pc. of Diamond Locating Pin (BJ722-10001) |CP125-16001| :1 pc. of Diamond Locating Pin (BJ722-12001) ■ Mounting Hole Dimension Insert an included diamond pin into the body for locating and secure the body to the fixture plate with 4 socket-head cap screws. Note: Use either of the holes for diamond locating pin for your application. Dimension of Diamond Locating Pin Part Number imflo corporator
Open the catalog to page 7
JAWS FOR EXTERNAL FORM HOLDING Jaw Locking Ring A7075 aluminum S45C steel Anodized Black oxide finish Blue M-For Hex Socket Button Head Screw Locking Ring Part Number Supplied With ・ 1 pc. of O-ring ・ 1 pc. of Locking Ring ・ 1 pc. of Hex Socket Button Head Screw Feature ・ The diaphragm clamping mechanism allows securely clamping a part with 8 jaw sections. ・ The allowable compression diameter is 0.6 mm, making it ideal for lost wax, die cast, extruded, drawn, and premachined workpieces. ① When the cam cylinder is tightened, the central bottom part of the jaw is pulled down. ②At the same time...
Open the catalog to page 8
How To Use 1. Jaw Mounting ・Insert an O-ring to the groove on top surface of the Form Holding Clamp. ・Set a Jaw putting its locating holes onto the round locating pins and fix it with a hex socket button head screw. Set the locking ring in the jaw. (Using a screw facilitates setting.) Note: At jaw installation, ensure the cam cylinder is fully loosened by turning counterclockwise until it stops. Hex Socket Button Head Screw (included) Locking Ring (included) O-ring (included) Hex Socket Button Head Screw Note:The locking ring must be inserted onto the bottom button screw. Round Locating Pins...
Open the catalog to page 9
JAWS FOR INTERNAL FORM HOLDING Feature ■The tapered screw expands the jaws towards eight directions to hold different irregularly-shaped workpieces securely. ■The allowable expansion diameter is 0.6 mm, making it ideal for lost wax, die cast, extruded, drawn, and premachined workpieces. ©When the cam cylinder is tightened, the tapered screw is pulled down. ©At the same time the 8 jaw sections expand to clamp the internal form of workpiece.
Open the catalog to page 10
How To Use 1. Jaw Mounting ・Insert an O-ring to the groove on top surface of the Form Holding Clamp. ・Set a Jaw putting its locating holes onto the round locating pins and fix it with a tapered screw. Note: At jaw installation, ensure the cam cylinder is fully loosened by turning counterclockwise until it stops. CP127 JAW O-ring (Furnished with jaw) Round Locating Pins Cam Cylinder 2.Jaw Machining 2-1. Loosen the cam cylinder fully and measure the Do not machine the jaws beyond the machinable depth. Machinable Depth dimension of the jaw for machining. Then tighten the cam cylinder until each...
Open the catalog to page 11
Compact design with high clamping force Applicable to small workpieces of 02.5mm and long workpieces_ Part Number *)Machine the jaw to the workpiece diameter with attention to the Recommended Jaw Compression. Part Number Related Product Jaws can be ordered separately. 6 of socket-head cap screws
Open the catalog to page 12
Feature ■Collet-shaped jaws generate high clamping force. ■The machinable jaw can clamp any shape of workpieces and hold long workpieces with a wide clamping area by machining completely through. Do not tighten the cap without the workpiece to prevent damage and deformation. ©Prepare a pocket on the plate according to D dimension of the jaw and drill 6 tapped holes. ©Tighten the cap until the compression reaches the ©Machine the jaw to nominal size Recommended Jaw Compression. Each 15°of rotation of the workpiece. Technical Information Indicators on the cap are guides to read the rotation degree...
Open the catalog to page 13
JAWS Reference Replaceable jaws for IMBOD Concentric OD Clamps Part Number
Open the catalog to page 14
Value Creator
Open the catalog to page 15
Part Number Part Number Technical Information / Note ■ Do not tighten the clamp screw without the workpiece set to prevent damage and deformation. ■ Do not machine the jaw beyond the machinable depth. ■Part locating repeatability: ±0.03 ■Jaw locating repeatability: ±0.02 imflo corporator
Open the catalog to page 16All Imao Corporation catalogs and technical brochures
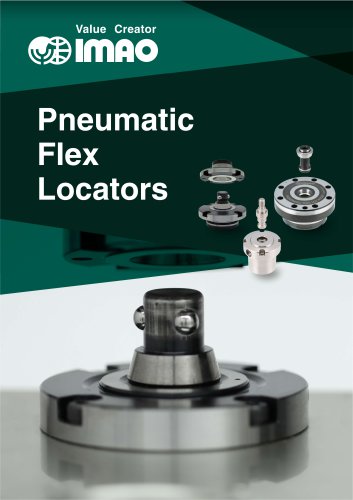 Pneumatic Flex Locators
Pneumatic Flex Locators24 Pages
 One Touch Fasteners
One Touch Fasteners160 Pages
 Vertical Clamps
Vertical Clamps20 Pages
 WORK SUPPORTS
WORK SUPPORTS31 Pages
 Bearing Guide Rollers
Bearing Guide Rollers35 Pages
 Side Clamps
Side Clamps27 Pages
 NUTRUNNER CLAMPS
NUTRUNNER CLAMPS24 Pages
 Spring Clamps
Spring Clamps23 Pages
 Modular Pull Clamping System
Modular Pull Clamping System41 Pages
 PNEUMATIC CLAMPS
PNEUMATIC CLAMPS46 Pages
 PNEUMATIC CLAMPING FASTENERS
PNEUMATIC CLAMPING FASTENERS16 Pages
 Function Knobs & Handles
Function Knobs & Handles22 Pages
 5-Axis Clamping Systems
5-Axis Clamping Systems15 Pages
 MECHANICAL LINEAR ACTUATORS
MECHANICAL LINEAR ACTUATORS36 Pages
 Flex Locators
Flex Locators46 Pages
 Sliding Locks & Shaft Clamps
Sliding Locks & Shaft Clamps58 Pages
 ONE TOUCH CLAMPS
ONE TOUCH CLAMPS68 Pages
 TENSIONERS
TENSIONERS45 Pages
 HANDWHEELS & HANDLES
HANDWHEELS & HANDLES31 Pages
 SCREWS & NUTS
SCREWS & NUTS13 Pages
 CLAMPING KNOBS
CLAMPING KNOBS22 Pages
 LOCATING PARTS
LOCATING PARTS15 Pages
 GRIPPERS
GRIPPERS28 Pages