Group: HITACHI

Catalog excerpts
New Product News No.0905-2 Stainless steel cutting condition modification Square Straight type
Open the catalog to page 1
Roughing Semi-finishing Finishing Type N will be the first recommendation for Part milling! From long ago, marvels keep granting Now, Mirus is starting to create new Marvels for
Open the catalog to page 2
Roughing and Semi-finishing for Die-mold & Parts machining _ ._o_ ^•jnlM^JJT^-i''^ Wave peripheral form
Open the catalog to page 4
Recommendation based on work material type Sticky material Work material Non-sticky material Special geometry is adopted on tip of square type, for chipping resistance, please set up tool corner R with approx R for both type listed in following table. : ^jjPI Roughing cf3 : cf3f±_t(Js Semi-finishing ^JPIIBH Most recommendable field
Open the catalog to page 5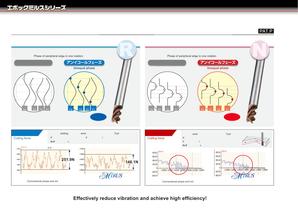
Unequal phase ^ slotting mm work : S50C ffiffllH Tool : 08X4NT Cutting force Cutting force MIS work : S50C (SfflIK Tool : 08X4NT Effectively reduce vibration and achieve high efficiency!
Open the catalog to page 6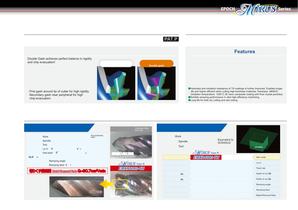
Double gush guarantees high performance in vertical and horizontal feed! Double Gash achieves perfect balance in rigidity First gash around tip of cutter for high rigidity. ■Secondary gash near peripheral for high •THD-TM-v^coisgtHKfbttfcssicKSo mmms #Hardness and oxidation resistance of TH coatings is further improved. Enables longer life and higher efficient when cutting high-hardness materials. Hardness: 3800HV; Oxidation temperature: 1200°C (Si nano composite coating with finer crystal particles) • Exhibits amazing performance in ultra high-efficiency machining. #Long life for both dry...
Open the catalog to page 7
Field data MIRUSv.s. Ball End Mill liQDJA* apXae Ball nose end mill process Ball nose end mill ^rlll^JPin miHPngStar Machining strategy Ball nose end mill t/JiJ Slotting iMDilJ§ Feed rate | Z^j^dj-^M Z Plunging Feed^ - Removal Rate ®irfic^ Surface roughness JDI Machining strategy : tllJH^M'J Side milling Pre-hardened steel zrXKLR Tool : Generous-purpose square
Open the catalog to page 8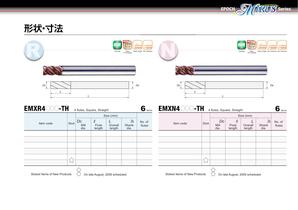
4 flutes, Square, Straight I : Stoked Items of New Products "{of: On late August, 2009 scheduled 4 flutes, Square, Straight ) : Stoked Items of New Products W: On late August, 2009 scheduled
Open the catalog to page 9
Recommended cutting conditions 4times ifsquare II straighT Side milling Side milling fJ<?R <;ltO'iJ> Slotting ^ Ot© ® Type R is not recommendable for milling stainless steel or Ti alloy. Please use Type N in these applications. And please reduce feed rate with JKmark by 30% to 50% to mill stainless steel. © Please use rpm and 1/3 those of slotting cutting conditions respectively for Z plunging. © Use a highly rigid and accurate machine as possible. © These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and...
Open the catalog to page 10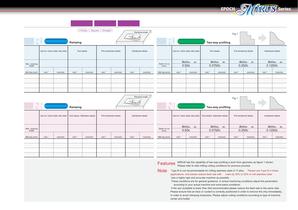
Recommended cutting conditions 4 flutes | [square 11 straighT fllM^I Ramping angle Two-way profiling Two-way profiling F©3tlJ T6S ^'^^ nas tne caPability of two-way profiling a work from geometry as figure 1 shown. Please refer to side milling cutting conditions for previous process. Not© ® Type R is not recommendable for milling stainless steel orTi alloy. Please use Type N in these applications. And please reduce feed rate with JKrnark by 30% to 50% to mill stainless steel. (2) Use a highly rigid and accurate machine as possible. © These conditions are for general guidance; in actual...
Open the catalog to page 11
1. Cautions regarding handling (1) When removing the tool from the case (package), be careful that the tool does not pop out and be careful not to drop it or touch the flute tips directly with your bare hands. Also, if the tool is covered with a protective coating, be especially careful when removing the coating. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare 2. Cautions regarding mounting (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in (2) If abnormal...
Open the catalog to page 12All MOLDINO Tool Engineering Europe GmbH catalogs and technical brochures
-
 CBN-EPSB/CBN-EPSR
CBN-EPSB/CBN-EPSR16 Pages
-
 EPBTS
EPBTS12 Pages
-
 EMXR
EMXR16 Pages
-
 EMXA
EMXA12 Pages
-
 EPDRF-TH
EPDRF-TH12 Pages
-
 EPDBPE-ATH
EPDBPE-ATH20 Pages
-
 Epoch TH Power Mill
Epoch TH Power Mill12 Pages
-
 Radius Precision ARPF
Radius Precision ARPF20 Pages
-
 Carbide Thread Mill series
Carbide Thread Mill series16 Pages
-
 SCE-R
SCE-R6 Pages
-
 RV type
RV type12 Pages
-
 ABPFN type
ABPFN type6 Pages
-
 TD4N type
TD4N type8 Pages
-
 EHHB-ATH
EHHB-ATH8 Pages
-
 EPCDS
EPCDS4 Pages
-
 Epoch CFRP series
Epoch CFRP series6 Pages
-
 EPSM-PN/ EPSW-PN
EPSM-PN/ EPSW-PN32 Pages
-
 GALLEA series
GALLEA series24 Pages
-
 WHMB-TH
WHMB-TH12 Pages
-
 EMBE-ATH/EMBPE-ATH
EMBE-ATH/EMBPE-ATH16 Pages
-
 ETR(P)-TH,ETM(LN/P)-TH
ETR(P)-TH,ETM(LN/P)-TH16 Pages
-
 EPDRE-ATH
EPDRE-ATH24 Pages
-
 CBN-EHB
CBN-EHB12 Pages
-
 EHHBE-TH3
EHHBE-TH38 Pages
-
 TD6N type
TD6N type12 Pages
-
 EB4HR-ATH
EB4HR-ATH12 Pages
-
 EHX
EHX12 Pages
-
 EPHB-PN
EPHB-PN8 Pages
-
 EHHRE-TH3
EHHRE-TH38 Pages
-
 EDT
EDT16 Pages
-
 EHSE-TH
EHSE-TH8 Pages
-
 NSB
NSB12 Pages
-
 WHNSB-TH
WHNSB-TH20 Pages
-
 EMSBS
EMSBS8 Pages
-
 Ball Precision F ABPF type
Ball Precision F ABPF type16 Pages
-
 Carbide Drill for SR machining
Carbide Drill for SR machining12 Pages
-
 Radius Mill RD16B Type
Radius Mill RD16B Type8 Pages
-
 GS4TN type
GS4TN type4 Pages
-
 Red Screw Arbor
Red Screw Arbor8 Pages
-
 ABP4F
ABP4F8 Pages
-
 EPDBE-PN/ATH EPDSE-PN/ATH
EPDBE-PN/ATH EPDSE-PN/ATH32 Pages
-
 EPDBEH-TH3
EPDBEH-TH320 Pages
-
 MINIATURE DRILL WHMB
MINIATURE DRILL WHMB8 Pages
-
 Epoch ® Combination Rib Ball
Epoch ® Combination Rib Ball8 Pages
-
 PRODUCTS CATALOGUE 2015 - 2016
PRODUCTS CATALOGUE 2015 - 20161070 Pages
-
 Carbide Non Step Borer series
Carbide Non Step Borer series28 Pages
-
 Drills for High-hardness Steels
Drills for High-hardness Steels16 Pages
-
 Face Mill : ASF type
Face Mill : ASF type8 Pages
-
 Face Mill : AFE45 type
Face Mill : AFE45 type8 Pages
-
 Ball Precision F : ABPF type
Ball Precision F : ABPF type16 Pages
-
 Ball End Mill : ASB type
Ball End Mill : ASB type8 Pages
-
 Radius Precision : ARPF type
Radius Precision : ARPF type12 Pages
-
 Polish Mill V Type : ASPV Type
Polish Mill V Type : ASPV Type20 Pages
-
 Roughing End Mill : AME Type
Roughing End Mill : AME Type12 Pages
-
 Radius Mill : AR type
Radius Mill : AR type20 Pages
-
 JM4060
JM40604 Pages
-
 Epoch Micro?End Mill TH : EMM-TH
Epoch Micro?End Mill TH : EMM-TH24 Pages
-
 Epoch Deep Radius Evolution
Epoch Deep Radius Evolution24 Pages
-
 Epoch Deep Ball Evolution Hard
Epoch Deep Ball Evolution Hard16 Pages
-
 Epoch Micro Drill?EMD
Epoch Micro Drill?EMD24 Pages
-
 Radius Mill : ASR type
Radius Mill : ASR type20 Pages
-
 Super Excellent MINI : ASM type
Super Excellent MINI : ASM type12 Pages
-
 Epoch G Turbo
Epoch G Turbo8 Pages
-
 Roughing End Mill AME Type
Roughing End Mill AME Type12 Pages
-
 Z Plunging Borer?ZPB-TH
Z Plunging Borer?ZPB-TH4 Pages
-
 Face Mill AFE45
Face Mill AFE458 Pages
-
 Epoch Micro Step Borer S
Epoch Micro Step Borer S8 Pages
-
 Epoch CBN End Mill series
Epoch CBN End Mill series16 Pages
-
 HX3505 & HX3515
HX3505 & HX35156 Pages
-
 GX2140
GX21404 Pages
-
 Epoch "Panacea"
Epoch "Panacea"16 Pages
-
 Epoch Deep Evolution series
Epoch Deep Evolution series24 Pages
-
 Epoch SUS End Mill series
Epoch SUS End Mill series32 Pages
-
 Epoch Pencil Deep Ball Evolution
Epoch Pencil Deep Ball Evolution20 Pages
-
 Epoch Deep Radius F
Epoch Deep Radius F12 Pages































Archived catalogs
-
 Carbide End Mills
Carbide End Mills280 Pages
-
 HSS Non Step Borer
HSS Non Step Borer36 Pages
-
 Surface Treatment Tribec
Surface Treatment Tribec8 Pages
-
 CBN End Mills
CBN End Mills20 Pages
-
 Re-grinding & Re-coating
Re-grinding & Re-coating20 Pages
-
 Cutters
Cutters10 Pages
-
 Reamers
Reamers16 Pages
-
 HSS End Mills
HSS End Mills98 Pages
-
 Turning Inserts
Turning Inserts44 Pages
-
 Threading Tools
Threading Tools6 Pages
-
 Indexable Tools
Indexable Tools160 Pages
-
 Milling Inserts
Milling Inserts16 Pages
-
 Micro Series for Micro Machining
Micro Series for Micro Machining14 Pages
-
 2009-2010 New Products Guide
2009-2010 New Products Guide5 Pages
