- Catalogs
- GEA Breconcherry
- MEMBRANE FILTRATION IN THE FOOD INDUSTRY
MEMBRANE FILTRATION IN THE FOOD INDUSTRY
1 /23Pages

MEMBRANE FILTRATION IN THE FOOD INDUSTRY
1 /23Pages
Catalog excerpts

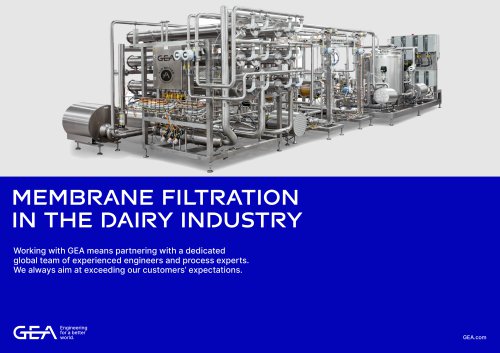
MEMBRANE FILTRATION IN THE FOOD INDUSTRY Working with GEA means partnering with a dedicated global team of experienced engineers and process experts.
Open the catalog to page 1
Membrane filtration in the food industry Solutions to support your business GEA designs and engineers customer-orientated membrane filtration solutions for the food industry. GEA is a leader in filtration technology providing membrane filtration plants for microfiltration, ultrafiltration, nanofiltration and reverse osmosis, and is known worldwide for its design of the most advanced cross-flow membrane filtration systems available. GEA is uniquely positioned to provide both customized membrane filtration plants as well as complete process lines, specifically tailored to the food industry to meet...
Open the catalog to page 2
Membrane filtration in the food industry Membrane technology overview 4 Process units for each application 12 GEA EasyCon Filtration Unit 14 Membrane Filtration Pilot Plants 16 Membrane replacement and process performance service 17 Smart Filtration Solutions 19
Open the catalog to page 3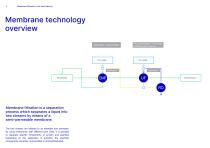
Membrane filtration in the food industry Membrane technology overview Clarification + yield increase Pre-concentration + de-ashing including water recovery Diafiltration Decalcified Membrane filtration is a separation process which separates a liquid into two streams by means of a semi‑permeable membrane. The two streams are referred to as retentate and permeate. By using membranes with different pore sizes, it is possible to separate specific components of protein and peptides Depending on the application in question, the specified components are either concentrated or removed/reduced.
Open the catalog to page 4
Membrane filtration in the food industry Membrane filtration can basically be divided into four main technologies. Ultrafiltration (open) Ultrafiltration (tight) Ultrafiltration (UF) Ultrafiltration is a medium pressure-driven membrane filtration process. Ultrafiltration is based on a membrane with a mediumopen structure allowing most dissolved components and some non-dissolved components to pass, while larger components are rejected by the membrane. In the food industry UF is widely used for protein concentration like soy protein, egg-white, gelatine as well as for special food additives like...
Open the catalog to page 5
Membrane filtration in the food industry / lltts SSaa Reverse osmosis (RO) Reverse osmosis is a high pressure-driven membrane filtration process which is based on a very dense membrane. In principle, only water passes through the membrane layer. In the food industry, reverse osmosis is normally used for the concentration of sugars (glucose), special food ingredients and mainly for water reclamation. Nanofiltration (NF) Nanofiltration is a medium to high pressure-driven membrane filtration process. Generally speaking, nanofiltration is another type of reverse osmosis where the membrane has a slightly...
Open the catalog to page 6
Membrane filtration in the food industry Microfiltration unit Clarification Natural sugar treatment and hydrolysed starched based sugars Sugar sources as cane or beet sugar from natural base as well as dextrose/glucose from corn or wheat are clarified using ceramic microfiltration to remove solids, proteins and impurities. The advantage of the membrane solution is a full automated closed process compared to traditional filtering methods. By adding diafiltration water the yield can be increased to a maximum. Hydrolysed peptides Depending on raw material and extraction process ceramic microfiltration...
Open the catalog to page 7
Membrane filtration in the food industry Pre-Concentration Ultrafiltration is mainly used as pre-concentration process step for proteins. As this process step applies a low pressure only combined with a small footprint due to modular plant design this solution supports better sustainability and lowers carbon footprint when production capacity needs to be expanded. By adding diafiltration water proteins can be washed increasing the clarity by passing impurities, ash or other unwanted side components out into the permeate. Gelatin Gelatin is a color and odorless food ingredient with water binding...
Open the catalog to page 8
Membrane filtration in the food industry G?GJ • Nutrition, vitamins, enzymes • Special flavors (heme) • Cell-based meat Meat and poultry • Animal protein hydrolysates • Blood plasma, whole blood • Chicken hydrolysate Fish, seafood, algea • Fish protein, fish peptides • Mussel extract, surimi • Algea, carrageenan, alginate Food Ingredients Stabilizers Sugars and sweeteners • Beet sugar, cane sugar, molasses • Corn, wheat based sugars • Dextrose, glucose, fructose and derivatives • Inulin, lysine, xylose • Agave juice • Potato protein • Starch and potato wash water Coffee, tea, plant extracts •...
Open the catalog to page 9
Membrane filtration in the food industry Hydrolysed peptides Depending on raw material, extraction process and ash content the nano-filtration process is used to concentrate peptides while passing mono-valent ions to the permeate side. With choosing the appropriate membrane the product quality can be adjusted to customers needs. Due to the wide range of experience in this market GEA is the right provider to develop these specialized applications. Egg white As membrane filtration is a physical concentration process that works under cold process conditions (compared to evaporation) such process...
Open the catalog to page 10
Membrane filtration in the food industry Cold brewed coffee The special drink cold brewed coffee has lower oil content and less fouling ingredients so that reverse osmosis is the recommended concentration method. The cold concentration keeps the aroma while the product quality stays unchanged. Dextrose/glucose concentration As alternative to the standard thermal concentration process for sugar concentration reverse osmosis can be used instead. The plants in such applications are adjusted to the customers needs as each project is specific. Water recovery Better sustainability and protection of...
Open the catalog to page 11
Membrane filtration in the food industry Processing units for each application GEA provides membrane filtration units specifically tailored to meet your needs and requirements. With our extensive theoretical and practical experience within membrane filtration along with our well-defined standard modules, we are able to design membrane filtration units for all membrane filtration applications within the food industry. Our breadth of membrane filtration equipment means that we can be with you from initial testing on pilot units to small standardized units and, ultimately, custom-designed full-scale...
Open the catalog to page 12All GEA Breconcherry catalogs and technical brochures
 Ejector and Vacuum Systems Product
Ejector and Vacuum Systems Product142 Pages
 GEA Screw Compressors
GEA Screw Compressors12 Pages
 GEA BLU CHILLERS
GEA BLU CHILLERS9 Pages
 GEA BluAstrum Chiller
GEA BluAstrum Chiller2 Pages
 GEA BLU-RED FUSION
GEA BLU-RED FUSION12 Pages
 Multiblock VHP
Multiblock VHP4 Pages
 OpenXFLO
OpenXFLO4 Pages
 GEA Flow Components
GEA Flow Components36 Pages
 GEA CLEANING TECHNOLOGY
GEA CLEANING TECHNOLOGY14 Pages
 GEA gas compressors
GEA gas compressors12 Pages
 GEA company presentation
GEA company presentation22 Pages
 GEA company brochure
GEA company brochure20 Pages
 Cyclone leaflet
Cyclone leaflet2 Pages
 Twister Leaflet
Twister Leaflet1 Page
 catalog 2013
catalog 201374 Pages
 Troll Ball
Troll Ball2 Pages
 VARIPURE Orbital Cleaner
VARIPURE Orbital Cleaner9 Pages
 Tornado 4
Tornado 41 Page
 Turbo SSB 125
Turbo SSB 1252 Pages
 Turbo SSB 75
Turbo SSB 752 Pages
 VARIPURE Rotating Cleaner
VARIPURE Rotating Cleaner24 Pages
 Rotating Cleaner
Rotating Cleaner16 Pages
 Accessories
Accessories7 Pages
 Turbo SSB 40
Turbo SSB 402 Pages
 Jumbo 6 Technical Data Sheet
Jumbo 6 Technical Data Sheet2 Pages
 Tornado Technical Data Sheet
Tornado Technical Data Sheet2 Pages
 Tempest Technical Data Sheet
Tempest Technical Data Sheet2 Pages
 Typhoon Technical Data Sheet
Typhoon Technical Data Sheet2 Pages
 Sanitor Technical Data Sheet
Sanitor Technical Data Sheet2 Pages













- Proximity switch
- Cylindrical proximity sensor
- Mobile high-pressure cleaner
- Electric high-pressure cleaner
- PNP proximity sensor
- Hot water high-pressure cleaner
- Stainless steel high-pressure cleaner
- Capacitive proximity sensor
- Stationary high-pressure cleaner
- Clean-in-place unit
- Compact proximity sensor
- Brewhouse System
- Stainless steel Brewhouse System
- Sprayer
- Sterilization unit
- Sterilization unit for the food industry
- Hydraulic high-pressure cleaner
- Electric sprayer
- Pneumatic sprayer