- Catalogs
- Fusion Incorporated
- Paste Brazing & Soldering Alloys
- Products
- Catalogs
- News & Trends
- Exhibitions
Paste Brazing & Soldering Alloys

Paste Brazing & Soldering Alloys
This document serves as a comprehensive guide on paste brazing and soldering alloys, focusing on processes, selection criteria for fluxes and filler metals, and the advantages of using Fusion Paste Alloys.
Fusion Paste Alloys streamline the application of filler metal and flux into a single-step process, stored in a pressurized reservoir for efficient production. Heating methods include open flame, furnace, infra-red, resistance, or induction. This process eliminates the need for pre-fluxing, reduces costs, and enhances joint quality.
Fluxes are essential for oxide removal during heating. Selection is based on base metals, joint configuration, and residue removal needs. Fluxes are categorized as non-corrosive, intermediate, or corrosive, each with specific applications and residue management requirements.
Filler metal selection depends on joint configuration, base metal compatibility, and service requirements. Critical factors include the flow properties and melting range of the filler metal for effective joint formation.
Guidelines for selecting paste solder fluxes and filler metals emphasize matching the flux and filler metal to the specific application.
Includes selection guides for paste brazing fluxes and silver brazing filler metals, with considerations for copper phos and copper zinc filler metals.
Details on using Fusion Paste Alloys for furnace brazing steel and joining aluminum, with specific flux and filler metal recommendations.
Post-process cleaning is crucial to remove flux residues that could cause corrosion.
A glossary defines key terms related to brazing and soldering.
The document provides detailed information on various soldering and brazing filler metals, their compositions, characteristics, and applications. It includes guidelines for selecting appropriate filler metals based on specific requirements such as melting range, strength, and compliance with regulations like RoHS.
- Definition: Soldering filler metals have a melting range generally below 840°F.
- Types:
- Tin/Silver Paste: Offers better strength and electrical conductivity, suitable for food-handling vessels.
- Tin/Antimony Paste: Retains strength at elevated temperatures.
- Tin/Lead Paste: Good wetting and flow properties, not as free-flowing as higher tin content pastes.
- Tin/Lead/Silver Paste: Improves creep resistance, used in electronics.
- Definition: Brazing filler metals have a liquidus temperature greater than 840°F but lower than the base metal.
- Types:
- Silver-Bearing Pastes: Popular for their ductility and low melting range, used on most ferrous and non-ferrous metals.
- Copper Phosphorus/Copper Zinc: Self-fluxing on copper, not suitable for steel or nickel due to phosphorus embrittlement.
- Nickel-Bearing: Used for heat and corrosion resistance at high temperatures.
- Gold-Bearing: High resistance to corrosion and oxidation, used for thin sections.
- Purpose: Complement automated operations by removing surface oxides at high temperatures.
- Types:
- STL: Active, free-flowing for ferrous and non-ferrous metals.
- APW: Ideal for fast heat cycles, excellent post-braze plating properties.
- STK: For prolonged heating cycles, suitable for stainless steel and hard-to-braze metals.
- Considerations: Variables include base and filler metal type, atmosphere, dew point, and temperature.
- Products: Fusion offers controlled atmosphere brazing pastes for various metals, including copper and nickel-based alloys.
Catalog excerpts

Paste Brazing Soldering & Soldering Alloys A l l oys
Open the catalog to page 1
Table of Contents Filler Metal Introduction The Fusion Paste Process Selecting a Brazing or Soldering Flux Selecting a Brazing or Soldering Filler Metal 2-3 4 5 Fusion Paste Soldering Selection Guide: Paste Solder Fluxes Selection Guide: Paste Solder Filler Metals 6-7 8-9 Fusion Paste Brazing Selection Guide: Paste Brazing Fluxes Selection Guide: Silver Brazing Filler Metals Copper Phos (BCuP) & Copper Zinc Filler Metals Fusion Brazing Filler Metals for Furnace Applications Furnace Brazing Steel with Fusion Paste Alloys 10-11 12 13 14 15 Joining Aluminum With The Fusion Paste Process Selection...
Open the catalog to page 2
The Fusion Pa s t e P ro c e s s Applicators Paste Alloys Custom blended to meet your requirements, each Fusion Paste Brazing or Soldering Alloy contains the following basic components: • Finely atomized filler metal, alloyed to exacting standards for composition, melting range, and compatibility with base metals to be joined. In general, Fusion alloys conform to all accepted industry standards. • Fluxing agent, designed to remove and prevent reformation of surface oxides during heating. Type and amount are carefully matched to the individual application, ensuring consistent, dependable joints...
Open the catalog to page 3
Selecting a Pa s t e B ra z i ng o r Soldering Flux Base Metals As defined in the Glossary (page 19), a brazing or soldering flux serves to remove and prevent reformation of base metal oxides during heating. Since oxides inhibit effective “wetting” of the assembly with molten filler metal, it is important that an adequate flux be employed during the joining operation. This does not, however, preclude prior cleaning of the assembly (chemical or mechanical) to remove grease, oil, paint, and other impurities. These must be cleaned away to ensure that the flux can act directly on the metal surfaces...
Open the catalog to page 4
Selecting a Pa s t e B ra z i ng o r Soldering Filler Metal Base Metals The Fusion Paste Alloy used should contain a filler metal that is able to wet the base metals and be metallurgically compatible with them in order to form a strong bond. Base Metal/Filler Metal Interaction The degree of metallurgical interaction at the grain boundaries is a direct function of time at melting temperature. Depending upon the specific application, a high degree of metallurgical interaction between base metal and filler metal may be either desirable or undesirable. Therefore, the degree of interaction wanted...
Open the catalog to page 5
SELECTION GUIDE Fusion Paste Solder Fluxes Non-Corrosive Fluxes Intermediate Fluxes Fluxes are classified as “Non-Corrosive” when their residue after soldering will not corrode and eventually destroy the joint if allowed to remain. Generally incorporating a rosin base, these fluxes contain mild organic acids which are neutral at room temperature but become slightly acidic upon heating. Neutral, rosin fluxes are particularly useful in electrical applications, where their non-conductive, non-corrosive residue may be safely left on the assemblies. These fluxes usually consist of mild organic salts,...
Open the catalog to page 6
Solder paste PWC-430-830 automatically applied to brass assembly. Fusion Paste Solder Fluxes Flux Type Fluxing Range* Suggested to Remove Residue Flow Characteristics Copper Brass** Recommended For Use On Steel Plated Surfaces Stainless Steel Non-Corrosive GPR 300-525°F 149-273°C LPS 300-525°F 149-273°C MBC 300-595°F 149-313°C Mineral Spirits or Chlorinated Hydrocarbon Solvent Mineral Spirits or Chlorinated Hydrocarbon Solvent Mineral Spirits or Chlorinated Hydrocarbon Solvent Fair Spread Yes No LT No Restrictive Yes No LT No Fair Spread Yes No LT No Intermediate WC 300-525°F 149-273°C Hot Water...
Open the catalog to page 7
SELECTION GUIDE Fusion Paste Solder Filler Metals Tin/Silver Paste By definition (see Glossary page 19), a soldering filler metal has a melting range generally below 840°F and always below that of the base metal to be joined. As shown in the chart on Pastes containing these metals exhibit better strength than the standard tin/lead series. Although slightly higher in cost, they are exceptionally free flowing and offer excellent electrical conductivity. The absence of lead makes these pastes suitable for use in food-handling vessels where lead is prohibited. page 9, Fusion Paste Solder Alloys may...
Open the catalog to page 8
SELECTION GUIDE Fusion Paste Brazing Fluxes STL Very active, free-flowing flux, for use on normal ferrous and non-ferrous base metals. Can also be used on such hardto-braze materials as cadmium-oxide and nickel-chrome. Low-temperature, fluoride compound results in excellent shelf life. Fluxes for Paste Brazing Alloys have been formulated to complement automated operations where quick removal of surface oxides at high temperatures is required. Generally, brazing fluxes are highly corrosive, thus their residue after brazing should be removed. Experience has shown that “standard” flux/binders are...
Open the catalog to page 10
Silver based filler metal flows at 1205°F throughout joint interface. Fusion Paste Brazing Fluxes Flux Type STL APW STN STK LHK WSK WSP CTT DMX BMW BMA Fluxing Range* 1000-1600°F 538-871°C 1000-1600°F 538-871°C 1000-1700°F 538-927°C 1000-1700°F 538-927°C 1000-1700°F 538-927°C 1000-1700°F 538-927°C Suggested to Remove Residue Acid or Alkaline Cleaner Acid or Alkaline Cleaner Acid or Alkaline Cleaner Acid or Alkaline Cleaner Acid or Alkaline Cleaner Acid or Alkaline Cleaner Silver Base Filler Metals 1000-1700°F 538-927°C Flux-free 1100-1700°F 593-927°C 1600-1900°F 871-1038°C 1600-1900°F 871-1038°C...
Open the catalog to page 11
Fusion Copper Phos (BCuP) & Copper Zinc Filler Metals Dispenser gun applies copper/phosphorus paste deposits to tube/header joints. When phosphorus or phosphorus and silver are added (BCuP), the resulting filler metal exhibits “self-fluxing” properties on copper base metals. These BCuP filler metals, however, should not be used on steel or nickel base metals due to the possibilty of Phosphorus Embrittlement - a weakening condition caused by base metal/filler metal interactions. When copper is combined with zinc or tin (RBCuZn), melting temperature - and resistance to corrosion - are lowered substantially....
Open the catalog to page 13All Fusion Incorporated catalogs and technical brochures
 DISPENSABLE FLUX PRODUCTS
DISPENSABLE FLUX PRODUCTS2 Pages
 No. 545 - Shotgun Assembly
No. 545 - Shotgun Assembly2 Pages
 Brazing & Soldering
Brazing & Soldering1 Page
 BRAZE MATE Model 200
BRAZE MATE Model 2001 Page
 "Braze Mate" Model 150
"Braze Mate" Model 1501 Page
 BRAZE MATE Model 100
BRAZE MATE Model 1001 Page
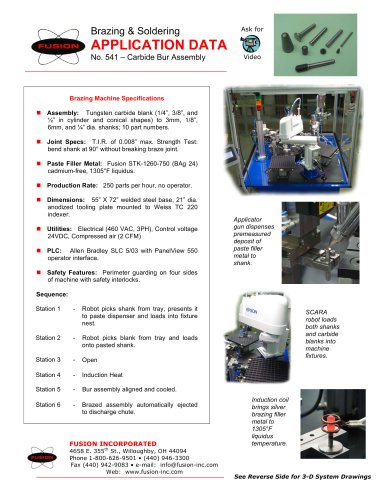
 APPLICATION DATA
APPLICATION DATA1 Page
 Induction Atmosphere Brazing
Induction Atmosphere Brazing2 Pages
 Carbide Bur Brazing Machine
Carbide Bur Brazing Machine2 Pages

















Archived catalogs
 Paste Brazing & Soldering Alloys
Paste Brazing & Soldering Alloys10 Pages

