- Catalogs
- Dieffenbacher
- Preheating Systems
- Products
- Catalogs
- News & Trends
- Exhibitions
Preheating Systems

Preheating Systems
Preheating systems are designed to enhance the efficiency of pressing operations in industrial manufacturing. They offer several advantages over traditional press extensions, including lower costs, reduced installation downtime, less space requirement, and increased production capacity. These systems are versatile and can be applied to various pressing systems, providing flexibility in product thickness and density.
The document highlights a critical formula: a 1°C increase in mat temperature results in a 1% production increase in the press.
Preheating systems utilize microwave and steam technologies to improve heat and moisture transfer. Steam preheaters add moisture, while microwave preheaters shift existing moisture. This process reduces the required press time, extends the life of thermal oil, and increases capacity or product flexibility.
Steam preheaters have been installed in six lines, achieving significant capacity increases, particularly in PB lines. For example, a 28 mm thickness with a density of 630 kg/m³ saw a capacity increase of 27%. Microwave preheaters, installed in seven lines, show a capacity increase of about 30% with a temperature rise of approximately 30 K, independent of mat thickness.
Microwave preheaters are suitable for LVL, PB, MDF, and OSB/OSL, requiring electrical energy and occupying 7-10 meters of space. They are easy to operate, with energy efficiency dependent on mat throughput. Steam preheaters, used for PB, MDF, and OSB/OSL, require steam supply and occupy 2.5-5 meters of space. They are more challenging to operate due to technological and moisture considerations, with energy efficiency dependent on throughput and mat density.
Catalog excerpts
05 | 2011 The idea behind preheating systems Advantages of preheaters compared to press extensions lower costs if press extensions require new foundations much shorter downtime for installation less space requirements reduced production costs / m³ because of capacity increase applicable for all kind of pressing systems more flexibility of thickness and density of the product page 2
Open the catalog to page 2
05 | 2011 Key formula for preheating systems 1 C = 1% 1 C higher mat temperature = 1% production increase in the press page 3
Open the catalog to page 3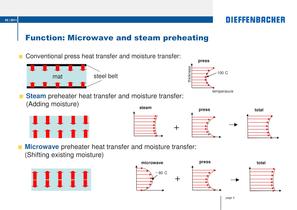
05 | 2011 Function: Microwave and steam preheating Conventional press heat transfer and moisture transfer: thickness mat mat press steel belt Steam preheater heat transfer and moisture transfer: (Adding moisture) steam 100 C 100 C temperature press total + Microwave preheater heat transfer and moisture transfer: (Shifting existing moisture) press microwave ~ 60 C total + page 4
Open the catalog to page 4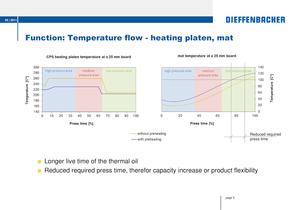
Function: Temperature flow - heating platen, mat CPS heating platen temperature at a 25 mm board high pressure area medium pressure area Press time [%] -with preheating Press time [%]
Open the catalog to page 5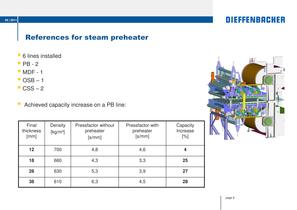
05 | 2011 References for steam preheater 6 lines installed PB - 2 MDF - 1 OSB – 1 CSS – 2 Achieved capacity increase on a PB line: Final thickness [mm] Density [kg/m³] Pressfactor without preheater [s/mm] Pressfactor with preheater [s/mm] Capacity Increase [%] 12 700 4,8 4,6 4 18 660 4,3 3,3 25 28 630 5,3 3,9 27 38 610 6,3 4,5 28 page 6
Open the catalog to page 6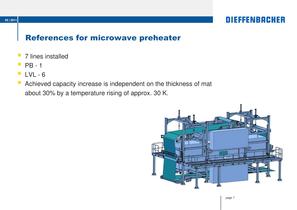
05 | 2011 References for microwave preheater 7 lines installed PB - 1 LVL - 6 Achieved capacity increase is independent on the thickness of mat about 30% by a temperature rising of approx. 30 K. page 7
Open the catalog to page 7
05 | 2011 Comparison: microwave and steam preheater microwave preheater: For LVL, PB, MDF, OSB/OSL Electrical energy necessary Space requirement approx. 7 – 10 m Easy to operate Energy efficiency is only dependent on the throughput of mat steam preheater: For PB, MDF and OSB/OSL Steam supply necessary Space requirement approx. 2,5 – 5 m Challenging operation (technology /moisture) Energy efficiency is dependent on throughput and density of mat page 8
Open the catalog to page 8All Dieffenbacher catalogs and technical brochures
 Composites
Composites12 Pages
 Product Catalog
Product Catalog118 Pages
 COMPRESS LITE
COMPRESS LITE2 Pages
 SMC DIRECTLINE
SMC DIRECTLINE2 Pages
 LFT direct process
LFT direct process3 Pages
 Moulded product lines
Moulded product lines5 Pages
 Doorskin lines
Doorskin lines3 Pages
 Packaging line
Packaging line3 Pages
 Cut-to-size sawing line
Cut-to-size sawing line8 Pages
 Sanding line
Sanding line4 Pages
 CPS Press System
CPS Press System18 Pages







Archived catalogs
 MDF Forming Concept
MDF Forming Concept18 Pages
 EVOjet?- and PROjet sys tems
EVOjet?- and PROjet sys tems2 Pages
 PROjet
PROjet11 Pages
 EVOjet
EVOjet4 Pages
 Fiber Cleaning Process
Fiber Cleaning Process22 Pages
 Z-Sifter
Z-Sifter3 Pages
 Fiber drying process
Fiber drying process3 Pages
 ClassiCleaner Chip cleaning
ClassiCleaner Chip cleaning18 Pages
 Tools for metal forming
Tools for metal forming12 Pages
 Wood based panel plant
Wood based panel plant12 Pages



- Industrial press
- Rail conveyor
- Dynamic agitator
- Hydraulic press
- Forming press
- Transport rail conveyor
- Dry vacuum cleaner
- Belt conveyor
- Batch agitator
- Grinding mill
- Crushing plant
- Automatic sawing line
- Drying system
- Solids separator
- Making machine
- Screening unit
- Water cleaning system
- Volumetric dosing unit
- Compact vacuum cleaner
- Bulk material screening machine