- Catalogs
- CBG Biotech
- F2500 Solvent Recycler
F2500 Solvent Recycler
1 /2Pages

F2500 Solvent Recycler
1 /2Pages
Catalog excerpts

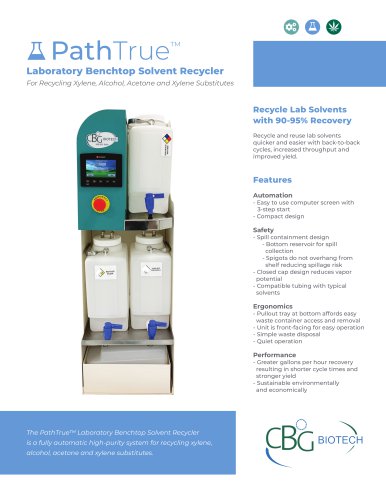
For Recycling Solvents in Industrial Applications Recycle and Reuse Industrial Solvents with 99.5% Recovery Improve operational efficiency and achieve sustainability and cost savings in your facility with solvent recycling. Features Automation - Microprocessor controlled with easy-to-read LCD display - Custom programming for unique solvent requirements - Built for multiple shift operations - Auto-shutoff safety features - TechnoClean® Safe Hands hydraulic lift tank lid - Closed loop operating system - Waste removal versatility - Tank drain for liquid waste - Disposable tank liner for solid waste - Fractional distillation - Purity of solvents up to 99.5% - Process solvent and water waste - Batch or continuous feed processing The SolvTrue™ F2500 Solvent Recycler is a fractional distillation system for recycling industrial solvents including acetone, chloroform, hexane, methyl alcohol, methyl ethyl ketone (MEK), perchloroethylene, toluene, xylene, dichloromethane, mineral spirits and mor
Open the catalog to page 1
Technical Specifications Capacity Dimensions Electrical Configurations 25 gallon (95 liter) 34” W x 58.75” L x 100.5” H (86cm W x 149cm H x 255cm D) 220/240V/3PH/60Hz – Standard 440/480V/3PH/60Hz – Optional 208V/1PH/60Hz – Optional Fill Pump Push button – Standard Computer operated – Optional Air cooled Chilled – Optional for low boiling solvents Stainless steel Recycler Height 101.5” standard 111” with extended legs Cost-Saving Benefits and Advantages Our industrial solvent recycling solutions are designed to help lower your plant’s solvent spend, reduce solvent waste and disposal costs, adhere...
Open the catalog to page 2All CBG Biotech catalogs and technical brochures
 SRS-2 Solvent Removal System
SRS-2 Solvent Removal System2 Pages
 SRS-1 Solvent Removal System
SRS-1 Solvent Removal System2 Pages
 F800 Solvent Recycler
F800 Solvent Recycler2 Pages