- Company
- Products
- Catalogs
- News & Trends
- Exhibitions
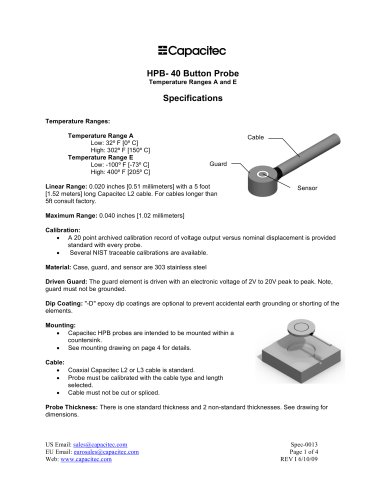
A High Precision Noncontact Electronic Hole Measurement Gauge for Aerospace Structures

A High Precision Noncontact Electronic Hole Measurement Gauge for Aerospace Structures
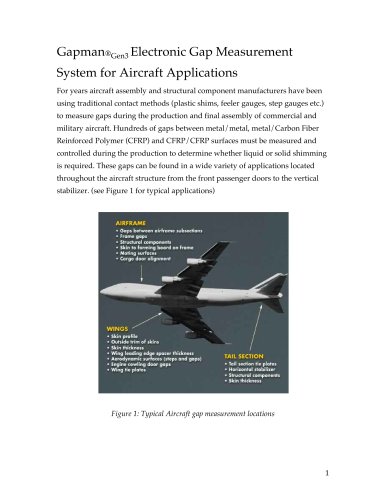
The document discusses a high precision noncontact electronic hole measurement gauge designed for aerospace structures, particularly for commercial and military aircraft, launch vehicles, and satellites. These structures contain numerous fastener holes, some of which are critical for structural integrity, such as those connecting wings to the fuselage or engine mounts.
Traditional Hole Measurement Methods
Currently, many critical fastener holes are measured using traditional contact methods like mechanical bore gauges and go/no-go gauges. These methods involve mechanical measurement interfaces and require multiple measurements at different angles and depths. While suitable for limited numbers of holes with low accuracy requirements, they are inefficient for high-volume, precise measurements. The "blue ink" method is another traditional technique used for measuring tapered bolt fits, but it is subjective, has poor repeatability, and can be costly if errors occur.
Statistical Quality Methods
Aerospace manufacturers are increasingly required to provide detailed proof of measurement accuracy through Statistical Process Control (SPC) and Six Sigma methodologies. These require Gage Reliability and Repeatability (Gage R&R) studies to ensure measurement methods are reliable. Traditional methods often fail these standards and are inefficient in providing the necessary documentation.
Need for Electronic Measurement
Due to the high volume of inspections required for compliance with design specifications, electronic measurement methods are needed. Mechanical methods often do not pass Gage R&R standards.
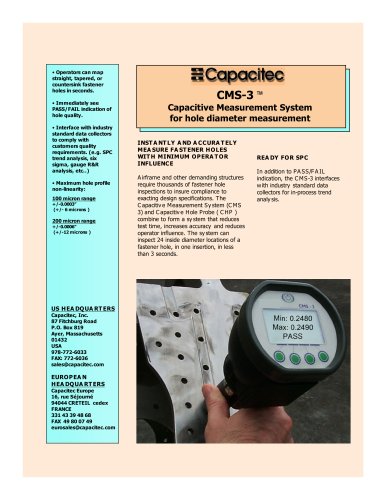
Benefits of Electronic Measurement
- Reduces test time
- Increases accuracy
- Reduces operator influence
- Provides immediate Pass/Fail indication of hole quality
- Interfaces with industry-standard data collectors
Catalog excerpts

[email protected] 87 Fitchburg Rd. Ayer, MA 01432 www.Capacitec.com A High Precision Noncontact Electronic Hole Measurement Gauge for Aerospace Structures Commercial and Military Aircraft, Launch Vehicles and Satellites have a significant number of fastener holes in their structures. In large aircraft such as the Boeing 747, The C-17 Military Transport or the new Airbus A380 it is estimated that the number of holes is well over one million. Some of these fastener holes are more critical than others. In aircraft, holes that get a high level of attention from QC engineers are those that interface the connection of the wings of the fuselage (front and back), the vertical stabilizer as well as fasteners in the engine mounts that keep the engines attached to the wings. In launch vehicles examples of critical fasteners holes are the ones located where the outside surface of the launcher is attached to the main structure. As the pressure increases on aerospace structure manufacturers to develop faster, more efficient and higher quality methods of assembly they are looking for more modern ways to measure holes. Traditional hole measurement methods Today many critical fastener holes are being measured using traditional contact methods of hole measurement such mechanical bore gauges and go/no go mechanical gauges. Mechanical bore gauges are made up of a mechanical measurement interface (such as split ball), which is attached to a standard dimensional measurement instrument such as a dial indicator. In the case of a split ball device the diameter size changes in relation to the spreading of the balls. In order to calculate the average diameter of a hole the operator must make measurements at 0° and 180 degrees at in top middle and bottom of each hole. This method is typically used where high precision important and the number of holes to be measured is limit. This method has advantages if the number of holes is limited and the accuracy level required is low but has distinct disadvantages when companies are looking to measure a high volume of holes in an accurate and automated method. In the assembly of aircraft, some fastening applications are more critical than others. In the most critical applications aircraft manufacturers often use tapered bolts. A good example of one of the most critical fastener applications where tapered bolts are used is when aircraft assemblers attach the front and rear wings to the fuselage of the plane. Accurately measuring the full-length diameter of the boreholes drilled for these bolts presents a particularly difficult measurement challenge. The traditional method to measure the fit between the tapered bolt and hole is referred to as the “blue ink” method. This dated procedure gets it’s name from the way it works. In this case operators start with a mechanical pin that is the same size as the specified tapered bolt for that hole. The pin is then painted with blue ink and hammered into the hole. Once removed, the operator visually inspects how much blue ink remains on the bolt. The less ink remaining, the 1
Open the catalog to page 1
[email protected] 87 Fitchburg Rd. Ayer, MA 01432 www.Capacitec.com better the fit. The advantage of this method is low cost. The disadvantages are the difficulty of the procedure, poor measurement repeatability and subjectivity from operator to operator. An additional disadvantage of this method is cost of a bad measurement. If the operator selects the wrong sized bolt (e.g. the bolt will be oversized) and the tapered bolt is forced into the tapered hole during assembly, it is very difficult, time consuming and costly to remove the oversized bolt from the hole. One thing in common with these...
Open the catalog to page 2All CAPACITEC catalogs and technical brochures
 508-SW SWITCHING AMPLIFIER
508-SW SWITCHING AMPLIFIER2 Pages
 520 AMPLIFIER
520 AMPLIFIER4 Pages
 HPC-500
HPC-5005 Pages
 HPC-375
HPC-3755 Pages
 HPC-150
HPC-1505 Pages
 HPC-75
HPC-755 Pages
 HPT-40
HPT-403 Pages
 HPB-500
HPB-5007 Pages
 HPB-150
HPB-1507 Pages
 HPB-75
HPB-757 Pages
 HPB-40
HPB-404 Pages
 HPC-500
HPC-5004 Pages
 HPC-375
HPC-3754 Pages
 HPC-150
HPC-1504 Pages
 HPC-75
HPC-754 Pages
 HPC-40
HPC-403 Pages
 GapmanGen3 Brochure
GapmanGen3 Brochure4 Pages
 Coater Bargrafx Software
Coater Bargrafx Software5 Pages
 GAPMANGEN3
GAPMANGEN34 Pages
 Aerospace
Aerospace8 Pages
 Capteura® 200 Series System
Capteura® 200 Series System4 Pages
 Slot Die Coater Brochure
Slot Die Coater Brochure4 Pages








Archived catalogs
 Disc Brake
Disc Brake4 Pages
 Standard products
Standard products12 Pages
- Electrical cable
- Measuring device
- Measuring machine
- Power cable
- Windows software
- Real-time software
- Calibration system
- Measurement software
- Signal amplifying integrated circuit
- Quality software
- Portable gauge
- CAPACITEC displacement sensor
- CAPACITEC linear displacement sensor
- Engineering software
- Power amplifying integrated circuit
- Optical measurement system
- Coaxial electrical cable
- Data acquisition software
- CAPACITEC non-contact displacement sensor
- Distance measurement system