- Catalogs
- AMADA WELD TECH Inc.
- Unitip and Unibond Electrodes
- Products
- Catalogs
- News & Trends
- Exhibitions
Unitip and Unibond Electrodes
1 /4Pages

Unitip and Unibond Electrodes
1 /4Pages
Catalog excerpts

Parallel Gap Bonding Electrodes HE50 Unitip holder, standard with 50F and 50A weld heads. Unitip electrode bonding gold ribbon to hybrid interconnect pin. All dimensions in inches unless noted. NOTE: Model UTA Unitip adapter required for use with models 50F/UB, 50A/UB, 86F and 86A weld heads. See Accessories for more information. * Tungsten electrodes Unitips are electrodes for parallel gap bonding of gold plated kovar, copper, or gold ribbons (wires) which are smaller than 0.010 inches (0.25 mm). They are made from two pieces of molybdenum or tungsten, which are permanently bonded to an insulating spacer. This fixed gap and bonded construction results in a tip which wears uniformly when properly dressed. The length of the Unitip and the flat area on the front allows it to bond ribbons extremely close to the walls of packages as deep as 0.450 inches (11.5 mm). The narrower Thinline “L” series Unitips have a tapered profile, enabling them to be used closer to the corners of packages. TYPICAL APPLICATIONS • Hybrid or microwave circuitry • Thin or thick film substrate • Potentiometers and other miniature components • Medical devices • Semi-rigid substrates • Fine line printed circuit trace repair RESISTANCE WELDING
Open the catalog to page 1
RESISTANCE WELDING UNIBOND ELECTRODES Unibond electrodes are used for parallel gap bonding and reflow soldering. Generally, RWMA2 copper Unibond electrodes are used with resistive and/or hard materials such as gold plated kovar and nickel. Molybdenum Unibond electrodes are used for bonding conductive or soft materials such as copper or gold. The face of a Unibond electrode is 0.020 inches (0.5 mm) wide by 0.030 inches (0.75 mm) deep. In unfixtured applications, this limits their use to bonding ribbons (wire) which are at least 0.010 inches (0.25 mm) wide because of the limited visibility. Unibond...
Open the catalog to page 2
To minimize operator positioning errors, use an electrode tip that has a larger face area than the part being welded. Small variations in electrode position have no effect on the weld quality because the electrode tip contact area stays constant. Longer electrode tip life, less electrode sticking, and reduced frequency of electrode cleaning are added benefits of using the largest possible electrode tip face. When using a parallel gap electrode that is larger than the part being welded, the electrode gap must be perpendicular to the part. Figure 5 shows a large Unitip electrode tip centered over...
Open the catalog to page 3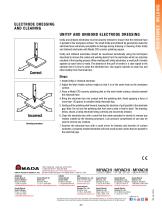
RESISTANCE WELDING ELECTRODE DRESSING AND CLEANING UNITIP AND UNIBOND ELECTRODE DRESSING Unitip and Unibond electrodes must be properly dressed to ensure that the electrode face is parallel to the workpiece surface. The small Unitip and Unibond tip geometries make the electrode faces extremely susceptible to damage during dressing or cleaning. Dress Unitip and Unibond electrodes with Model CPD ceramic polishing square. Unitip and Unibond electrodes should be resurfaced periodically using the techniques described to remove the oxides and welding debris from the electrodes which are naturally resultant...
Open the catalog to page 4All AMADA WELD TECH Inc. catalogs and technical brochures
 TC-W100A
TC-W100A2 Pages
 MEA-100B
MEA-100B2 Pages
 MIB-300A/600A
MIB-300A/600A2 Pages
 CD-A125A CD-A300A CD-A1000A
CD-A125A CD-A300A CD-A1000A2 Pages
 Rotary Dial Index Systems
Rotary Dial Index Systems2 Pages
 AMADA WELD TECH
AMADA WELD TECH24 Pages
 HF-2700A / HF-2500A
HF-2700A / HF-2500A4 Pages
 CD-V Series
CD-V Series2 Pages
 MD-A10000A/ MD-B5000A
MD-A10000A/ MD-B5000A2 Pages
 ISQ Series
ISQ Series3 Pages
 IPB-5000A-MU
IPB-5000A-MU2 Pages
 MFP60 for aws3
MFP60 for aws32 Pages
 MFP25 FRO AWS3
MFP25 FRO AWS32 Pages
 Series 320
Series 3202 Pages
 newhorizon
newhorizon3 Pages
 F120, F160, FD120
F120, F160, FD1204 Pages
 KN-II Series
KN-II Series2 Pages
 MH Weld Head Range
MH Weld Head Range4 Pages
 Accessries
Accessries9 Pages
 Laser Microfabrication
Laser Microfabrication2 Pages
 ML-5120A
ML-5120A2 Pages
 Systems
Systems16 Pages
 ML-5120
ML-51202 Pages
 DC29-UB29-UB29A
DC29-UB29-UB29A4 Pages
 LF Series Lasers
LF Series Lasers2 Pages
 SA2200 Dual Oven
SA2200 Dual Oven2 Pages
 Laser Tube Cutting Systems
Laser Tube Cutting Systems2 Pages
 Heat Staking
Heat Staking2 Pages
 Seam Laser Welder - 150W
Seam Laser Welder - 150W2 Pages
 Systems Datasheet
Systems Datasheet16 Pages
 AX5000 Glovebox
AX5000 Glovebox2 Pages
 MX2000 Glovebox
MX2000 Glovebox2 Pages
 Benchmark AF8500 / AF 1250
Benchmark AF8500 / AF 12502 Pages
 Pulsed-Heat Hot-Bar
Pulsed-Heat Hot-Bar10 Pages
 Benchmark SM8500
Benchmark SM85002 Pages
 vacuum bakeout oven
vacuum bakeout oven2 Pages
 Interposer Module
Interposer Module2 Pages
 UV Laser Marking Systems
UV Laser Marking Systems2 Pages
 CO2 Laser Marking Systems
CO2 Laser Marking Systems2 Pages
 Fiber Laser Micro Welders
Fiber Laser Micro Welders2 Pages
 Sigma Laser Tube Cutter
Sigma Laser Tube Cutter2 Pages
 Laser Marker Motion
Laser Marker Motion2 Pages
 Laser Welding Gloveboxes
Laser Welding Gloveboxes2 Pages
 Thermocouple Welder - TCW
Thermocouple Welder - TCW2 Pages
 Laser Accessories
Laser Accessories7 Pages
 Alpha Series
Alpha Series2 Pages
 MX-2000 Glovebox Technical
MX-2000 Glovebox Technical2 Pages
 AX-5000 Glovebox
AX-5000 Glovebox2 Pages
 Benchmark Accessories
Benchmark Accessories9 Pages
 Thin Line Weld Heads
Thin Line Weld Heads8 Pages
 Uniflow 4
Uniflow 42 Pages
 Pulsar
Pulsar2 Pages
 LMC1 Laser Marker Motion
LMC1 Laser Marker Motion2 Pages
 LW300-600A
LW300-600A2 Pages
 LW50A-70-150A
LW50A-70-150A2 Pages
 LW5-15-25A
LW5-15-25A2 Pages
 LF Series
LF Series2 Pages
 50 Series Weld Heads
50 Series Weld Heads4 Pages
 MH Series Weld Heads
MH Series Weld Heads4 Pages
 MG3
MG312 Pages
 MG3 Hot Bar Monitoring
MG3 Hot Bar Monitoring3 Pages
 Sarcon and Kapton Modules
Sarcon and Kapton Modules2 Pages
 IS series
IS series2 Pages
 ISB-300 A
ISB-300 A2 Pages
 Accessoires
Accessoires9 Pages
 DC25, UB25
DC25, UB254 Pages





































































Archived catalogs
 Fine Laser Cutting Datasheet
Fine Laser Cutting Datasheet4 Pages
 laser markers and marker systems
laser markers and marker systems16 Pages
 Bonding Heads
Bonding Heads2 Pages
 Thin-line
Thin-line8 Pages
 MG3 UNIQUE PROCESS MONITORING
MG3 UNIQUE PROCESS MONITORING12 Pages
 Process Calibration Tools
Process Calibration Tools2 Pages
 LaserCuttingSystems_Cut
LaserCuttingSystems_Cut4 Pages
 Pincer Weld Head - MFP-Z
Pincer Weld Head - MFP-Z3 Pages

















- Power supply unit
- DC power supply
- Kiln
- AC/DC power supply
- Welding system
- Chamber kiln
- Electric furnace
- Automatic welding machine
- Marking machine
- Welder
- Laser marking machine
- Arc welder
- Tabletop power supply
- Metal welding machine
- Arc welding machine
- Stainless steel kiln
- Manual welding machine
- Precision welding machine
- Laser welding machine
- Benchtop marking machine