- Catalogs
- AKS TEKNIK DEBURRING & MARKING TOOLS
- 2017 All Products
- Company
- Products
- Catalogs
- News & Trends
- Exhibitions
2017 All Products
1 /24Pages

2017 All Products
1 /24Pages
Catalog excerpts

DEBURRINC & MARKING TECHNOLOGIES
Open the catalog to page 1
ABOUT US DEBURRINC TOOLS DEBURRINC ON CNC // FDT SX-0 DEBURRINC ON CNC // FDT AX F DEBURRINC ON CNC // FDT AX B DEBURRINC ON ROBOTS // FDT Pn X36 MARKING TOOLS Pneumatic Marking // PMT 20 A Pneumatic Marking // PMT 20 A-L Hydraulic Marking // HMT 20 Scratch Marking // SMT 20 Scratch Marking // SMT 12
Open the catalog to page 3
AKS TEKNIK DEBURRING AND MARKING TECHNOLOGIES was founded in 2009. Since 2011 we are providing high quality custom made tools to European market. Now we provide our services to the most developed markets. (USA, Germany, Italy, Canada, S.Korea, Finland, France etc.) We are progressively increasing our product range according to customer needs. We are dedicated to offer high quality tool solutions at an affordable cost and create value for our customers.
Open the catalog to page 5
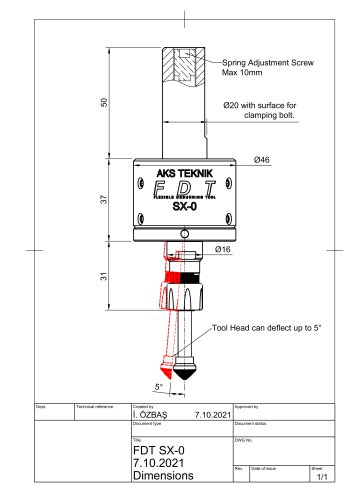
FDT SX-0 is a flexible deburring tool and an economic solution to remove burrs generated during machining processes. With the help of its flexible mechanism, FDT SX-0 traces the undefined edges on the workpiece. It can compensate 5-10mm edge deviations. The pressure against the workpiece edge can be adjusted with a built-in mechanism. FDT SX-0 is driven directly via machine spindle. FDT SX-0 is designed to automatically deburr workpieces with undefined edges. The differences between programmed and actual workpiece contours are compensated automatically. Maintenance Free. No deviations of chamfer...
Open the catalog to page 8
FDT SX-0 Spindle Speeds: FDT SX-0 is not completely rigid. We recommend starting spindle speed of 5000 rpm. Observe maximum permitted spindle speed specified by the machine supplier! Feed Rates: We recommend starting feed rate of F= 3000 mm/min. The entered speed should be maintained when changing direction, if not, deburring can be uneven. To eliminate extra rounding of the corners, the programed contour should be as close as possible to actual part edge. Lateral Contact Pressure: For the first deburring process we recommend setting the lateral contact pressure to be set to approximately 5mm....
Open the catalog to page 9
DEBURRINC TOOLS onCNCFDT SX-0 USE OF THE TOOL: FDT SX-0 is a flexible deburring tool. Activated via machine spindle. It can deflect approximately 5mm in radial direction. Using FDT SX-0 is similar to contour programing. It should follow the contour to be deburred and the milling cutter should always be pre- tensioned as l-3mm. Contact Point On The Burr: Usually conical deburring cutters are used. Depending on the contour of the deburring edge, the milling cutter can either be used on its tip or further back. If the shape of the workpiece and the clamping device is suitable, then it is recommended...
Open the catalog to page 10
FDT SX-0 Tool Path: Inside corners represents a complex situation for flexible deburring tools. In general, the cutter must not be allowed to simultaneously contact both perpendicular surfaces of an inside corner. The resulting force imbalance in two planes will cause severe tool chatter. We advise to create a tool path, which will prevent the cutter from simultaneously contacting two perpendicular surfaces. A conical cutter may reach further into such an inside corner if the tool is presented closer to the tip of the tool. {Note: When working near the tip of a tapered cutter, the surface cutting...
Open the catalog to page 11
Excessive Deburring: • Increase feed rate • Decrase lateral contact pressure on the tool (for too weak lateral pressures cutter may jump / stagger resulting damge to workpiece - tool - machine) Uneven Deburring: • Feed speed is not constant due to changes in direction - reduce feed speed • Feed speed is very slow - increase feed speed • Tool position is not adjusted correctly check l-3mm lateral deflection Deburring Thickness Is Small: • Decrease feed rate • Increase lateral contact pressure on the tool • Reduce spindle speed Not Smooth Deburring: • Increase spindle speed...
Open the catalog to page 12
FDT Axial F FDT AXIAL PUSH TYPE - FDT AXIAL (F) is a simple and economical tool that can be used on NC machines, Robots and CNC.The FDT Axial(F) has a push stroke of 10mm in axial direction, is used to deburr of profiles with variable height or holes on curved surfaces. Adjust the height Z axis by applying a pressure of l-2mm from the point farthest from the spindle (with the lowest Z coordinate), the FDT will automatically compensate for changes in altitude. • With ER-11 collet milling inserts range from c|)0.5mm to (|>7mm can be used. • 10mm Axial deflection- pushing against surface contracting. •...
Open the catalog to page 13
FDT AXIAL PULL TYPE - FDT Axial (B) has a expanding stroke of 10mm in axial direction. By constantly pressuring the cutting edge it can deburr profiles with variable height or intersecting holes. Adjust the height of the Z axis applying pressure of l-2mm from the point closest to the spindle (with Z value higher) and the FDT will automatically compensate for changes in axial direction. • With 3 types of springs almost all material types can be deburred. • With ER-il collet milling inserts ranging from $0.5mm to <P7mm can be used. • 10mm Axial deflection- pulling behind surface expanding....
Open the catalog to page 14
FDT Pn X36 FDT is an air driven flexible tool that traces the undefined edges on the workpiece. The lateral pressure against the workpiece edge can be adjusted with a built in mechanism. This allows adjustment of the chamfer width. FDT Pneumatic is not affected by air pressure deviations, since its lateral flexion force is created with springs. With this feature you can achive uniform and even deburring results even with air pressure deviations. • Rotation: clockwise • With ER-11 collet burrs ranging from <|>0.5mm to <|>7mm can be used. • Air consumption: 8.3 I / sec • Air Supply: hode inside...
Open the catalog to page 15
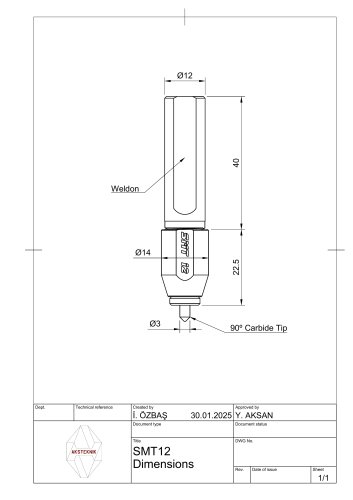
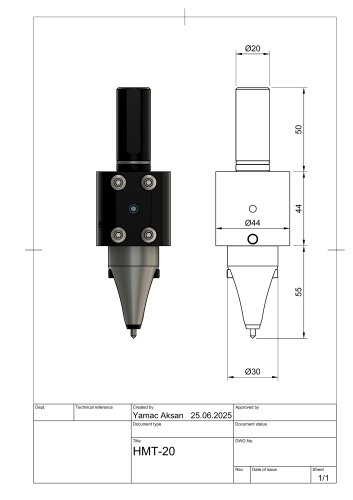
| Hydraulic Marking / HMT20 | Scratch Marking / SMT 20 / SMT 12
Open the catalog to page 16
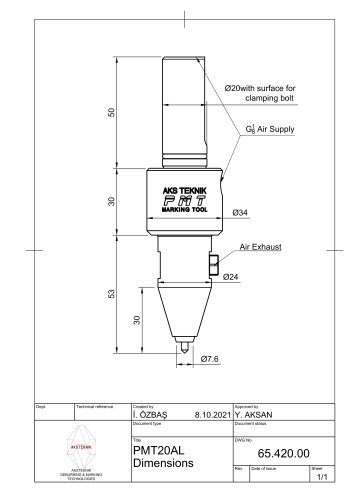
MARKING TOOLS PneumaticPMT 20 A PMT20-A is an air pressure driven, dot peen marking tool suitable for CNC machines and Robotic systems. The tool allows you to do marking operations directly on the machine and it eliminates the marking performed after machining. Marking directly inside the CNC allows you to lower costs by avoiding subsequent reprocessing and handling of the pieces and also it avoids possible errors since the marking is set directly into the part-program of the workpiece. PMT automatically compensates for any differences in height (and/or curved surfaces) within certain limits....
Open the catalog to page 18