
カタログの抜粋

Milling Cutter Series
カタログの1ページ目を開く
Ale SSA Siehc eR Lak 自 行 車 ・機 車・ 模 具 等 産業 ・ JB Riddists « AT Rie STAR : AE PINAR High-speed processing requirements for electronic industries, such as Aero- space, bicycle, locomotive, mold and other industries. The insert seat has a fine-tuning structure, which makes the insert adjust the p level, and the cutter is tightly combined with the, insert seat to prevent detachment during high-speed rotation. The cutting process can also effectively remove chips and prevent surface damage during cutting. coolant to efficiently cool the work-piece cutter life. FoR ASG) A Sho) MSP RRS - NASB PN ER...
カタログの3ページ目を開く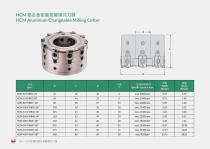
HCM Aluminum Changeable Milling Cutter
カタログの4ページ目を開く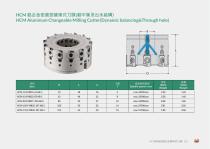
HCM 鍋 合 金 密 歯 型 替 換 式 刀 頭 ( 動 平衡 肥 出 水 結構 ) HCM Aluminum Changeable Milling Cutter(Dynamic balancing&Through hole)
カタログの5ページ目を開く
HCM-PCD刀 月 座 HCM PCD Insert Seat Polycrystalline Diamond If have the special angle need, please contact us. Ifhave the special angle need, please contact us.
カタログの6ページ目を開く
HCM-PCDJJFE& HCM PCD Insert Seat #8 7)F Single crystal diamond: Single crystal diamond
カタログの7ページ目を開く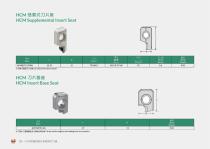
HCM ##2x AE HCM Supplemental Insert Seat ※ 可 自 行 搭 配 刀 月 材質 Can collocation insert material. JJHK#E Insert Base Seat 17 Can be used for weight or self-welding head of the material.
カタログの8ページ目を開く
7) FEAR insert holder screw Sonat both headed screw T-type wrench L-type wrench
カタログの9ページ目を開く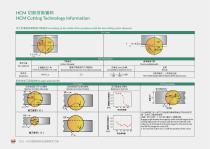
HCM 切削 技術 資料 HCM Cutting Technology Information hKLARERICH & 7S According to the width of the workpiece with the face milling cutter diameter 形式 Brie Part material E 建議 的 切 入 角 E The recommended cut-in angle 建議 刀 員 直 径 興 工 件 赴 度 比 Recommended tool diameterto workpiece width ratio eas a Choice suitable teeth 結果 Result SHABBY : 少 則 昌 起毛 下 More teeth easily deformed;less teeth easy to burr. Bite angle and tool life #9 Relation to Cutter Diameter Vf 一 と Relation to Cutter Position Relation to Tool Life 刀 Engage angle denotes the angle by which the full length of the "wa a cutting edge comes in...
カタログの10ページ目を開く
HCM 切削 技術 資料 HCM Cutting Technology Information TB Relation between the number of simultaneously engaged cutting edges and cutting force 形式 Re a HAY Bias OS1 時 0 or 1 edge in contact at same time. Bem LAB Only 1 edge in contact at any time. 2 edge in contact at any time. Normally, cutting width is considered to be appropriate with 70 to 80% of the cutter diameter engaged as shown in example D. However, this may not apply due to the actual rigidity of the machine or work piece, and machine horsepower. 建議 使用 刀 具 尽 寸 規 格 Recommended Cutter Spec. 71s Workpiece width range Suggest used the...
カタログの11ページ目を開く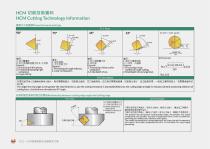
HCM 切削 技術 資料 HCM Cutting Technology Information 環 控 刀 月 座 種 類 Chose the insert seat type 90° Piers General: 1. Processing of thin pieces. 2. Processing clamping rigid workpiece. 3. Large cutting. | は ALS 2. Large cutting parts. General: 1. Processing of deep cavity workpiece. 2. In the depth of cut. number of rough cutting. 2. Small depth of cut, large feed. General: 1. Processing of rough embryos. The larger the chip angle is, the greater the chip thickness is, and the cutting resistance is increased.Otherwise, the cutting edge strength is reduced. General processing selection of cutting...
カタログの12ページ目を開く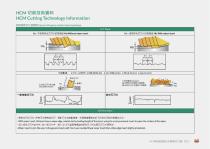
HCM Cutting Technology Information 如何 搭 配刀 月 座 類 型 How to Properly match insert seat type Hb : 使用 修 光 丸 刀 戸 的 粗糖 度 Hp: With wiper insert FA E3469) 7) Ae = Ha: Without wiper insert - With wiper insert: All insert have a wiper edge, relative to the beating height of the insert, using the most prominent insert to wiper the surface of the wiper.
カタログの13ページ目を開く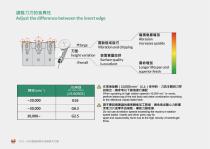
調整 刀 妨 的 差異 性 Adjust the difference between the insert edge BBaBiemM Abrasion fe S35 ALAR) Vibration and chipping increases quickly Surface quality Longer lifespan and superior finish RESULT RBCTBE When operating at high rotation speeds (10,000 min’ or more), perform balancing of the tool body and arbor combination according to the reference values listed here. Do not use at rotation speeds exceeding the maximum rotation speed stated. Inserts and other parts may fly apart and cause bodily harm due to the high velocity
カタログの14ページ目を開く
Materials examples
カタログの15ページ目を開く
Make sure the wedge and the insert are parallel. When installing wiper inserts (R300 or R500) be sure they are 0.03 ~ 0.05mm higher than the PCD insert.
カタログの16ページ目を開く
二 種 本 式 刀 座 可 替 換 The flute difference between inserts can be adjusted within 0.005mm. Covered within to decrease wind resistance and increase efficiency. The arbor and cutting head is mounted tightly for increased precision. The aluminum alloy cutting head is anod
カタログの17ページ目を開く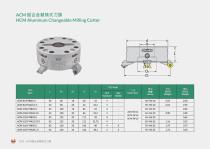
ACM 888 & Sia xt JGR HCM Aluminum Changeable Milling Cutter Insert Seat
カタログの18ページ目を開く
Insert Seat
カタログの19ページ目を開く
250 の 80の 刀 貞 結合 方 式 採取 内 包 覆 式 ・ 可 降 低 高速 加工 回 韓 時 産生 的 風 BRS EMS MRE 刀 具 興 刀 頭 定位 方 式 為 方 型 皿 配 ・ 利 於 刀 具 定位 力 頭 材質 採用 特殊 合金 鋼 ・ 可 提 高 剛性 ・ 三種 本式 刀 座 可共 換 ・ Covered within to decrease wind resistance and increase efficiency. The arbor and cutting head is mounted tightly to increase the
カタログの20ページ目を開く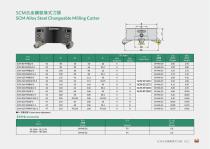
SCM 合 金 鋼 替 換 式 用 豆 SCM Alloy Steel Changeable Milling Cutter Insert Seat
カタログの21ページ目を開く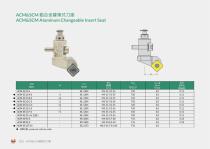
ACM&SCM #48 & Bihar ACM&SCM Aluminum Changeable Insert Seat @ - 2842 -produced order by order.
カタログの22ページ目を開く
Adjust Screw Fixed Screw G-Type Ring PL-Type Wrench PL-Type Wrench Adjust cutter height Bless Bie Fix adjust screw Adjust cartridge HERS Fasten
カタログの25ページ目を開く
#21 FA 7) Application Insert Pll 2 + iS Alloyed Steels Refractory Alloys Hard Material BIRRRE Cutting Condition: O— tH General Cutting @ 2) A) Interrupted Cutting
カタログの26ページ目を開く
#21 FF Application Insert eM 218 Alloyed Steels iMG Stainless Steels K EE Cast Iron + HUHRE Cutting Condition: Interrupted Cutting Polycrystalline diamond Uitra-hard microprogram Continuous Cutting Refractory Alloys
カタログの27ページ目を開く
#21 FA) Fi Application Insert | Sif Alloyed Steels ‘*PMGiE Stainless Steels TD BIHKRS Cutting Condition: Refractory Alloys 18 ff Hard Material Layer coating
カタログの28ページ目を開く
t) Bilik 6 Cutting Condition: Hard Material
カタログの29ページ目を開く
Cutting Conditions 被 加工 材質 Machining Materials S29) Low-Alloy Steels JARS Grade SERS fz(mm/rev) Cast Iron MLAS Machining Materials S28 Low-Alloy Steels FANT S82! : N38 | SCMii FADD
カタログの30ページ目を開く
Cutting Conditions SE 12 RIL Machining Materials Machining Materials A fifi Alloy Steels 7 $8 2 Stainless Steels (4 #238 Cast Iron Nh) 紹 合 金 Aluminum&Al
カタログの31ページ目を開くCHAIN HEADWAYのすべてのカタログと技術パンフレット
-
 Angle Head Series
Angle Head Series24 ページ
-
 PNER Collet Chuck Series
PNER Collet Chuck Series20 ページ
-
 DP Anti Vibration Series
DP Anti Vibration Series28 ページ
-
 CHAMFERING CUTTER SERIES
CHAMFERING CUTTER SERIES28 ページ
-
 DEBURRING TOOL
DEBURRING TOOL2 ページ
-
 Turning Inserts
Turning Inserts12 ページ
-
 VOL.7
VOL.7853 ページ
















