
Catalog excerpts

START HERE… How to use the Sunnen Honing Guide Use this Guide to choose the condition or application problem from this selection that most closely resembles the question(s) or problem(s) that you are experiencing and click your pointing device. You will be able to move or return to the previous section or another menu by clicking on the BLUE title of each section, Each page of the Guide can be turned forwards and backwards by clicking on the buttons located in the lower corners of the page. Click Here To Start Use this button to return to the Main Menu F Copyright Sunnen Products Company 2001 All Rights Reserved
Open the catalog to page 1
SUNNEN HONING GUIDE Helpful Tips For Solving Bore Sizing And Finishing Problems Choose the honing condition, information about Sunnen honing stones, information about approximate surface finishes, or honing oils and coolants from the Main Menu that most closely resembles the problem(s)/question(s) that you are experiencing/have questions about. Click your pointing device. By clicking on the blue title of each section, you will be able to return to the previous section or menu. Each page of the Guide can be turned forwards and backwards by clicking on the buttons located in the lower corners...
Open the catalog to page 2
Honing Condition Solutions ® Stone in Blind Hole Glazed ® Out-of-Round ® Stone Not Cutting ® Waviness Loaded ® Rainbow ® Poor Stone Life ® Finish Too Rough ® Bellmouth ® Random Scratches ® Barrel ® Taper in Open Bore ® Slow Stock Removal
Open the catalog to page 3
Stone Not Cutting – Stone Glazed* Step 1 Sharpen A or J stone with MAN-700 diamond dresser; use LNB-700 Dressing stick on all other stones Increase cutting pressure Increase stroking speed Use softer stone (one with lower hardness number) Increase lubricity of honing fluid. Use recommended Sunnen Honing Oil/Coolant* * Many honing problems, such as poor cutting action, poor stone life, and rough finish, are caused by the wrong honing oil, insufficient honing oil, dirty honing oil, or contaminated honing oil. Use only clean, full-strength Sunnen Industrial Honing Oil. Make sure that the...
Open the catalog to page 4
Stone Not Cutting – Stone Loaded* Step 1 Clean stones with LBN-700 dressing stick Increase stroking speed Use softer stone (one with lower stone number) Use coarser stone (one with lower grit number) Increase lubricity of honing fluid. Use recommended Sunnen Honing Oil/Coolant* * Many honing problems, such as poor cutting action, poor stone life, and rough finish, are caused by the wrong honing oil, insufficient honing oil, dirty honing oil, or contaminated honing oil. Use only clean, full-strength Sunnen Industrial Honing Oil. Make sure that the honing oil is neither diluted nor “cut” with...
Open the catalog to page 5
Slow Stock Removal* Step 1 Increase spindle and stroke RPM Increase cutting pressure Use softer stone (one with lower stone hardness number) Use coarser grit stone (one with lower grit number) Increase lubricity of honing fluid. Use recommended Sunnen Honing Oil/Coolant* * Many honing problems, such as poor cutting action, poor stone life, and rough finish, are caused by the wrong honing oil, insufficient honing oil, dirty honing oil, or contaminated honing oil. Use only clean, full-strength Sunnen Industrial Honing Oil. Make sure that the honing oil is neither diluted nor “cut” with other...
Open the catalog to page 6
Poor Stone Life* Step 1 Decrease cutting pressure Use faster spindle speed Use harder stone (one with higher hardness number) Use coarser grit stone (one with lower grit number) Increase lubricity of honing fluid. Use recommended Sunnen Honing Oil/Coolant* * Many honing problems, such as poor cutting action, poor stone life, and rough finish, are caused by the wrong honing oil, insufficient honing oil, dirty honing oil, or contaminated honing oil. Use only clean, full-strength Sunnen Industrial Honing Oil. Make sure that the honing oil is neither diluted nor “cut” with other oils. Keep...
Open the catalog to page 7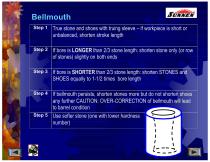
True stone and shoes with truing sleeve – if workpiece is short or unbalanced, shorten stroke length If bore is LONGER than 2/3 stone length: shorten stone only (or row of stones) slightly on both ends If bore is SHORTER than 2/3 stone length: shorten STONES and SHOES equally to 1-1/2 times bore length If bellmouth persists, shorten stones more but do not shorten shoes any further CAUTION: OVER-CORRECTION of bellmouth will lead to barrel condition Step 5 Use softer stone (one with lower hardness number) Step 4
Open the catalog to page 8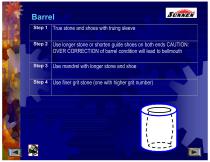
True stone and shoes with truing sleeve Use longer stone or shorten guide shoes on both ends CAUTION: OVER CORRECTION of barrel condition will lead to bellmouth Use mandrel with longer stone and shoe Use finer grit stone (one with higher grit number)
Open the catalog to page 9
Taper In Open Bore Step 1 True stone and shoes with truing sleeve Change stroke to tight end of the bore is stroked off the stone further Reverse the workpiece on the mandrel more often If power stroking, make sure spindle and stroker are in alignment
Open the catalog to page 10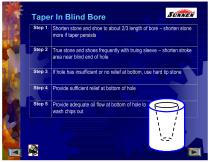
Taper In Blind Bore Step 1 Shorten stone and shoe to about 2/3 length of bore – shorten stone more if taper persists True stone and shoes frequently with truing sleeve – shorten stroke area near blind end of hole If hole has insufficient or no relief at bottom, use hard tip stone Provide sufficient relief at bottom of hole Provide adequate oil flow at bottom of hole to wash chips out
Open the catalog to page 11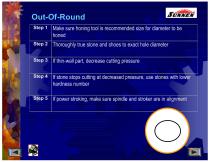
Make sure honing tool is recommended size for diameter to be honed Thoroughly true stone and shoes to exact hole diameter If thin-wall part, decrease cutting pressure If stone stops cutting at decreased pressure, use stones with lower hardness number If power stroking, make sure spindle and stroker are in alignment
Open the catalog to page 12
Use honing tool with sufficient stone length to bridge waviness (or lands and ports in bore)
Open the catalog to page 13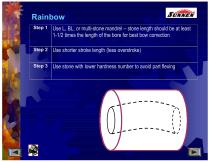
Use L, BL, or multi-stone mandrel – stone length should be at least 1-1/2 times the length of the bore for best bow correction Use shorter stroke length (less overstroke) Use stone with lower hardness number to avoid part flexing
Open the catalog to page 14All Sunnen Products Company catalogs and technical brochures
-
 SV-30 series
SV-30 series8 Pages
-
 SV-15
SV-158 Pages
-
 Portable Hones and Accessories
Portable Hones and Accessories20 Pages
-
 DH SERIES
DH SERIES8 Pages
-
 SV-2400 Series
SV-2400 Series8 Pages
-
 Precision Honing Supplies
Precision Honing Supplies203 Pages
-
 SHDD Series
SHDD Series8 Pages
-
 PG Bore Gaging System
PG Bore Gaging System8 Pages
-
 CGT KROSSGRINDING®
CGT KROSSGRINDING®14 Pages
-
 Portable Hones
Portable Hones34 Pages
-
 GHSS GHTS
GHSS GHTS16 Pages
-
 corporate brochure
corporate brochure16 Pages
-
 Small Engines
Small Engines5 Pages
-
 Cylinder Liners
Cylinder Liners5 Pages
-
 Gears
Gears5 Pages
-
 Hydraulics
Hydraulics5 Pages
-
 Fuel Injectors
Fuel Injectors5 Pages
-
 HTD Heavy Duty Tube Hone
HTD Heavy Duty Tube Hone4 Pages
-
 HTC Series Honing
HTC Series Honing4 Pages
-
 SH-6000
SH-60008 Pages
-
 SH-5000
SH-50008 Pages
-
 SH-4000
SH-40008 Pages
-
 SSH-1680
SSH-16802 Pages
-
 SV-15 Vertical Hone
SV-15 Vertical Hone8 Pages
-
 SV-2500 series
SV-2500 series8 Pages
-
 Engine Honing Equipment
Engine Honing Equipment66 Pages
-
 Precision Honing Supplies
Precision Honing Supplies199 Pages
-
 HTB - S Series
HTB - S Series8 Pages
-
 MBB-166
MBB-1662 Pages
-
 2C Tooling
2C Tooling2 Pages
-
 CH-100
CH-1006 Pages
-
 SHO Honing Oil
SHO Honing Oil2 Pages
-
 Heavy-Duty Push Tools
Heavy-Duty Push Tools60 Pages
-
 Portahones
Portahones6 Pages
-
 GHTS GHSS Engine
GHTS GHSS Engine4 Pages
-
 MMT High Production
MMT High Production2 Pages
-
 GNH Giant Portable Hone
GNH Giant Portable Hone1 Pages
-
 X-SP-9003: Dial Bore Gages
X-SP-9003: Dial Bore Gages8 Pages
-
 GH Tooling Catalog
GH Tooling Catalog60 Pages
-
 X-SP-5070: 21 Case Histories
X-SP-5070: 21 Case Histories24 Pages
-
 M-series
M-series12 Pages
-
 MPS
MPS9 Pages
-
 Multi-Stone (MMT) Tools
Multi-Stone (MMT) Tools2 Pages
-
 GNH
GNH1 Pages
-
 Sunnen Portable Hones
Sunnen Portable Hones20 Pages





















