Group: Aida Group

Catalog excerpts

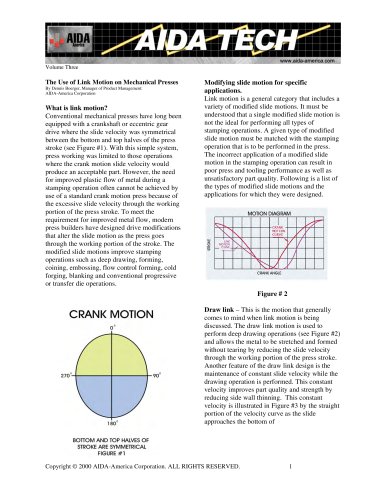
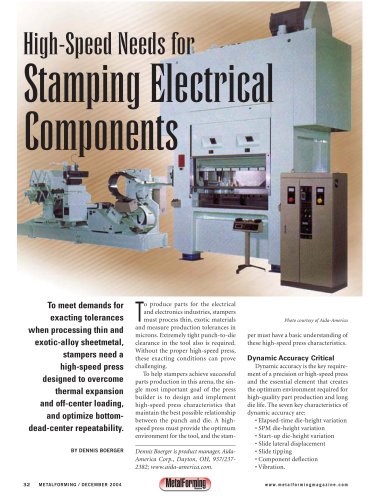
shop required an automated press system, us choices were limited to progressive-die operations equipped with roil feeders or transferdie operations wi th transf...r feeds on a straight-side press. Some years ago gap-frame presses with an automated transfer system emerged as a third option, Since then in dustry demands have pushed the evolution of transfer press technology. Lean manufacturing practices and moreand moredemand for specialized processes III markets like the automouve industry hav spurred the need for e largc-cepacuy transfer presses and large-capacity side-by-sde. two-press transfer systems. Gap-frame press transfersystems are widely used m the transplant autornotin- industry However, cum-ru trends indicate growth in the 1.JS(' of singlepress and multiple-press transfer systems with capacities from 800 10 3,000 tons, especially for large-part production for the automotive industry and some apphancemakers, Transfer systems and tandem lines are producing such uems as A Class outer skin panels WWW.STAIoI PIII GJOURliA L COIol Figure 1 A transfer press can produce large, complex parts or supportJIT maoofacturing. and many B Class inner and reinforcement pans, Smgle or side-by-side twopress systems are preferred choices for the manufacture of other frame and internal components. Automationadvancesforlarge transfer presses also have increased output speeds. and pan-to-pan changeover now takes minutes instead or hours. Tcdays rranslcr systems are flexible and can manipulate pans to increase producuon output wlule reducing W3.Sl.C. Evolution of technology trends. particularly in the automotive industry. also mdicues that most sampmg job shops no longer maintain in-house expense for designand layout of manufactunng cells. As a result. stampers may want to consider a single source for the pres.'>, automation, ancillary equtpmcru. integration SCf\ll"CS , installation. runoff, and posunsallanon supjXln. This not only simplifies the selection p rot.1.'S.<; , but also the purchase through installation and runoff procedure for the stamper. A supplier with knowledge of each factor that aflects a stampers transfer system-from raw material requirements, toolingdesigns, and blank desecking or coil feeding through press handling, lubrication. and scrap removal to pan exit com't:)·· ing and sacking-can help a stamper achieve optimum output in the pressroom and avoid costly mistakes. Transfer Press Features Transfer presses usually produce large. complex parts or suppon j us-m-urre manufacturing (see Figure 0, They are suited. for production usmg tailor welded. blanks; complete assemblies: small pan lots for niche markets; and thin, high-strength materials. A transfer pl't'SS should have the capability to chmmate producuon problems to aVOId shutdowns, as well as enhance the work ratio to increase unit and time productivity by reducing die changeovers. Some press featurcs that may help meet these objectives are blank feeding devices, servo transfer mechanisms, crank and Imk slide motions. and wide suspension potru spacing, STAMPI NG JOU RNA L • Ali FiolA PUBLICATIO N
Open the catalog to page 1
Blank Feeding, Device. A blank lccdmg system can increase producnvuy by sensing and corrcctmg double-blank misfeeds. The blank feeding deviceshould be able to discharge extra blanks automatically when a double blank is dete ted. Blank hold c devices allow blanks to be held automatically while the next blank stac k is moved into position, chnunaung the need for the operator to stop the press when the supply of blanks is low. A data bank feature also can raise prod ucuvuy by making it possible to p re form die changes more quickly Stra ight-side Presses When stampersconsder an automated...
Open the catalog to page 2
system (.see Figure 2). each press can be run individually or, when extra tooling stations are required, as a sin- gle, large transfer press by initiating the intermediate stage between the presses and running them in a con- tinuous, synchronized operation (see Figure 3). Transfer system program- ming can optimize acceleration and deceleration curves for maximum productivity and strokes per minute. A free programmable dimension m three axes (transfer pitch, clamp pitch, and lift piichl can increase flex- Tie-rod straight-side presses rang- ing from 300 tons to 1,200 tons can be selected...
Open the catalog to page 3All Aida S.r.l. catalogs and technical brochures
-
 dsf-c1-n1-n2-specs
dsf-c1-n1-n2-specs6 Pages
-
 NC Specs
NC Specs2 Pages
-
 DSF-C1-A
DSF-C1-A1 Pages
-
 CHI
CHI2 Pages
-
 AIDA - Blanking line
AIDA - Blanking line9 Pages
-
 Transfer press
Transfer press2 Pages
-
 Servo Mechanical Presses
Servo Mechanical Presses1 Pages



Archived catalogs
-
 Reverse tonnage
Reverse tonnage8 Pages
-
 Slide guide systems
Slide guide systems4 Pages
-
 Transfer Technology Systems
Transfer Technology Systems4 Pages
-
 Slide Suspension Designs
Slide Suspension Designs4 Pages
-
 Press Balancing Systems
Press Balancing Systems3 Pages
-
 NC2 Gap Frame Presses
NC2 Gap Frame Presses4 Pages
-
 NC1 Gap Frame Presses
NC1 Gap Frame Presses6 Pages
-
 AIDA Srl COMPANY PROFILE
AIDA Srl COMPANY PROFILE8 Pages
-
 AIDA PRODUCT BROCHURE
AIDA PRODUCT BROCHURE6 Pages